Трубогиб для круглой трубы — виды, принцип работы, как сделать самому
В стране немало народных умельцев, которые своими руками сооружают различные технические приспособления, средства передвижения, металлоконструкции для различных построек на участке с применением изогнутых трубных изделий. Для получения нужных заготовок используют трубогиб для круглой трубы, который приобретают в торговой сети или делают своими руками.
Стоит отметить, что многие заводские приспособления для изгибания труб имеют широкие функциональные возможности благодаря ряду идущих в комплектации сменных насадок. Но если в домашнем хозяйстве необходимо изгибать трубные элементы только одного диаметра, имеет смысл изготовить трубогиб самостоятельно.

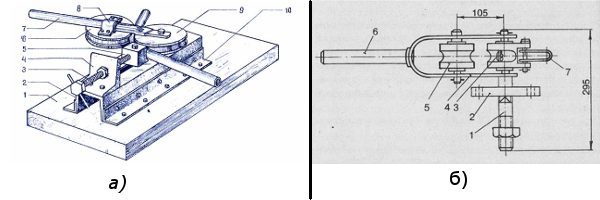
Рис. 1 Арбалетные ручные трубогибы с храповым механизмом
- Принцип работы
- Разновидности трубогибов
- Трубогиб для круглой трубы своими руками
Принцип работы
Трубогибом называют силовое рычажное механическое (электромеханическое) приспособление, предназначенное для изгибания труб в поперечном направлении с сохранением их формы сечения. Различают несколько основных принципов конструктивного исполнения подобных механизмов:
Арбалетный. В арбалетной конструкции трубу помещают между двумя опорами, которыми обычно выступают ролики, и давят на ее центр через храповый механизм шаблоном в виде полукруга с радиусной канавкой, соответствующей диаметру трубы. Это основное конструктивное исполнение ручных механических и гидравлических трубогибов.
Так как прилагаемое усилие в храповом механизме не слишком велико, подобную конструкцию используют для изгиба труб из цветных металлов, алюминия, тонкостенной нержавейки максимальным диаметром в 20 мм.
Прокатка. Напоминает арбалетный вариант, однако труба при изгибании может двигаться в прямом и обратном направлении на двух роликах, а радиус гиба задает центральный роликовый прижим, который постепенно смещается к центру. В ручных механизмах ролик опускают штурвалом, прикрепленным к резьбовому шпинделю. Также эти трубогибы оснащаются дополнительной ручкой, которой вращают прижимной ролик, реализуя таким способом протяжку.
Обычно таким методом изгибают крупноразмерные трубные отрезки прямоугольного профиля. Производственные станки могут оснащаться ручным или гидравлическим приводом как подачи, так и вращения прижимного ролика.
Методом прокатки обычно получают большой радиус гиба, многократно изгибая заготовку в разных, расположенных на одинаковом расстоянии друг от друга точках. К примеру, в бытовом хозяйстве таким способом получают полусферические опоры для парников и теплиц.

Рис. 2 Станки для изгиба прокаткой
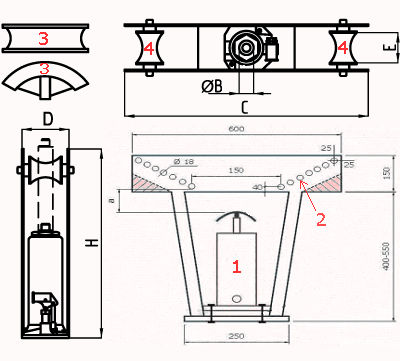
Намотка. В данном механизме торец трубы прижимается к ролику (полукруглому сегменту), диаметр которого соответствует радиусу ее гиба. При вращении ролика труба сдвигается и обвивается вокруг него за счет плотного прижима, получая таким методом изгиб.
Так как для вращения роликового механизма, вокруг которого обвивают трубу, необходимо приложение высоких физических усилий, по такому принципу работают крупногабаритные станки с электроприводом.
Обкатка. В данной конструкции шаблоном является неподвижный ролик или полусферический сегмент с наружной канавкой под диаметр конкретной трубы. Трубную заготовку прижимают к ролику, опускают на нее рычаг с прижимом и двигают его вдоль шаблона, изгибая таким методом трубную оболочку под нужным углом от 0 до 180 градусов.
Такая конструкция отличается простотой и надежностью, широко используется как в заводских, так и в самостоятельно изготовляемых трубогибах.
Стоит отметить, что основная проблема при изгибании любых труб — получение сечения круглой формы в месте изгиба, и она особенно актуальна для тонкостенных изделий. Для борьбы с овальностью используют специальные приспособления — дорны, которые вставляют при проведении работ в трубу. Располагаясь в точке приложения физических усилий и благодаря своей жесткости и круглому сечению, они препятствуют изменению формы трубной оболочки.
Простейший дорн представляет собой металлическую спираль, которую обычно используют в самостоятельно изготовленных трубогибочных приспособлениях. При проведении работ промышленными методами применяют более сложные конструкции дорнов из шарообразных соединенных между собой сегментов.
Также промышленные трубогибочные станки по этому признаку делят на дорновые и бездорновые.

Рис. 3 Ручной рычажный инструмент для сгибания труб с прижимной планкой и роликами

Фаскосниматель для металлических труб – назначение, применение, виды. Возможно будет интересно узнать про специальный инструмент для обработки кромок стальных труб. Виды, где применяются, варианты установки и обработки, а также, популярные модели и производители.
Разновидности трубогибов
Трубогибы широко используют не только в сферах промышленного производства, но и быту. При выборе руководствуются в первую очередь стоимостью, размерными параметрами изгибаемых изделий, объемами производства, принципом работы приспособлений.
По приводу различают ручные механические, гидравлические или с электроприводом трубогибочные механизмы.
В торговой сети представлены следующие основные категории трубогибов:
Ручные с храповым механизмом. Это приспособления арбалетного принципа действия с роликами по краям и со сменными прижимными полусферическими насадками под разные трубные диаметры. Перемещение штока с упором в трубу осуществляется при помощи рукоятки храпового механизма.
Так как мускульная сила человека не позволяет получить значительное физическое усилие, такими приспособлениями изгибают в основном медь, нержавейку, алюминий и сталь с тонкими стенками диаметром не более 1 дюйма (25 мм)).

Рис. 4 Трубогибные станки с намоткой заготовки на шаблон
Ручной с гидравлическим приводом. Это приборы арбалетного типа, у которых вместо механического храповика для подачи прижимной головки используется гидравлический привод. Инструмент рассчитан на бытовое и профессиональное применение при монтаже трубопроводных коммуникаций подачи газа, отопления и водоснабжения. Обычно такие приборы оснащаются рядом головок под трубные диаметры 15, 20, 25, 32, 40, 50 и 60 мм, или 1/2, 3/4, 1, 1 1/4, 1 1/2, 2 дюйма.
Гидравлические трубогибы выпускают ведущие мировые производители различного ручного и электрического инструмента с брендами Rems, Rothenberger, Virax.
При промышленном использовании гидравлические трубогибы оснащают электроприводом. В этом случае они могут работать с трубными изделиями больших диаметров, доходящих до 100 мм.
Ручные (рычажные) приспособления для обкатки. Это одни из широко распространенных ручных станков, в которых неподвижную трубу обвивают вокруг шаблона.
Обычно трубный торец подводят к ролику или сегментному элементу, вставляя в зазор между ним и расположенной рядом опорной деталью. Затем трубу обжимают рычагом, в котором вращается ролик или имеется плоская, профильная пластина.
Чтобы избежать овальности трубы в месте изгиба, многие производители выпускают системы из нескольких обжимных ступеней, рассчитанных на трубные диаметры 15, 20 и 25 мм. В этом случае появлению овальности будут препятствовать стенки шаблона, в которые при изгибе начнет упираться трубная оболочка.
Многие заводские приборы оснащают градусной шкалой изгиба на полукруглом сегментном шаблоне.
Так как при работе приходится прилагать значительную мускульную силу, такие трубогибы рассчитаны на работу с любыми видами металлических труб не более 40 мм в окружности.

Рис. 5 Ручные трубогибы с гидроприводом
Ручного типа для радиальной гибки. Обычно это крупногабаритные стационарные станки, изгибающие трубы по технологии прокатки. В них размещены два крайних ролика, по которым движется труба, и центральный прижимной, задающий радиус изгиба. Верхний ролик плавно опускают на резьбовом штоке (шпинделе), которой закреплен в резьбе станины станка.
Более дорогие приборы промышленного назначения оснащены гидравлическим, электрическим приводом для прокатки.
Поршневого типа с электроприводом. Это крупногабаритные станки арбалетного типа с сегментным прижимом, который двигается при помощи электропривода.
Трубогибочные станки промышленного назначения. Обычно это станки, в которых труба наматывается на движущийся от электропривода шаблон. Сама трубная заготовка подается вручную или механическим методом. Такие станки делят на дорновые, в которых используется внутренняя трубная оправка, и бездорновые.

Рис. 6 Дорн, принцип его применения и дорновые трубогибочные станки
Трубогиб для круглой трубы своими руками
В бытовом хозяйстве для разового изгибания труб нет смысла приобретать заводское изделие рычажного типа или инструмент с гидроприводом.
При наличии сварочного аппарата и даже в его отсутствие сделать такое приспособление своими руками вполне по силам любому мастеру.
Самый простой способ, как сделать трубогиб в домашних условиях — это найти шаблон в виде ролика с полукруглой канавкой, жестко закрепить его на любой поверхности вместе с расположенным рядом упором. Затем между трубой и ограничителем помещают трубу и обвивают ее вокруг ролика. Для прижима трубной заготовки к шаблону используют рычаг с роликовым узлом, который снижает трение.
Чтобы облегчить поворот рычага и снизить прилагаемое усилие, на него помещают ручной усилитель в виде длинного трубного отрезка.
Стоит отметить, что собранный по данной технологии самодельный трубогиб для круглой трубы способен изгибать заготовки диаметром до 40 мм.

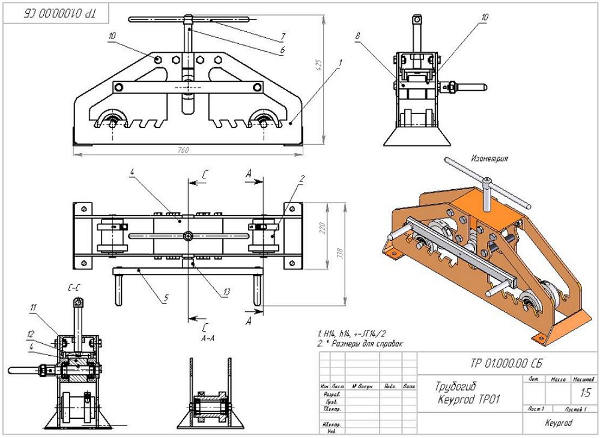
Рис. 7 Примеры самостоятельно изготовленных трубогибов
 Труборез для стальных труб – виды и конструкция, способы работы. В статье подробно рассказывается про специальный инструмент для резки стальных труб, виды, конструкции. А также, как сделать труборез своими руками. Почитайте, возможно будет интересно!
Труборез для стальных труб – виды и конструкция, способы работы. В статье подробно рассказывается про специальный инструмент для резки стальных труб, виды, конструкции. А также, как сделать труборез своими руками. Почитайте, возможно будет интересно!
Существует масса вариантов изготовления трубогибов в кустарных условиях, чертежи подобных устройств можно найти в интернете.
Однако все они изготавливаются по следующей технологии:
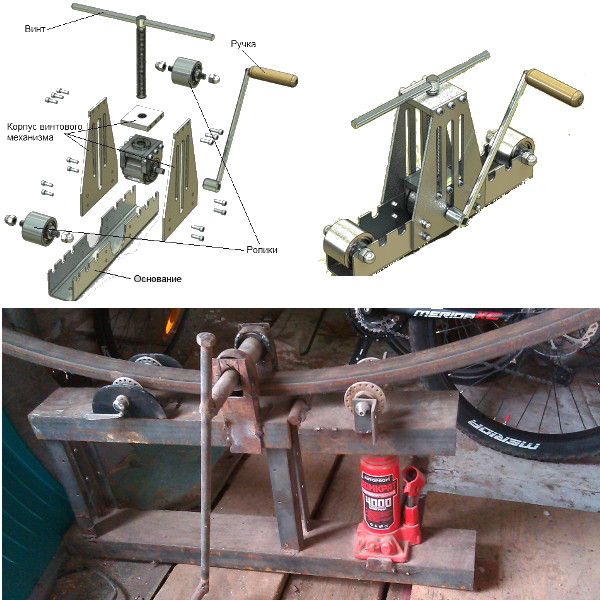
- Вначале делают металлическую станину, на которой будут располагаться все основные узлы — шаблон, опора и рычаг. В качестве основы может быть использована толстая пластина с отверстиями, которая крепится к столу, или ее фрагмент, зажимаемый в тисках. Некоторые применяют один или два сваренных между собой металлических уголка, которые зажимают в тисках. Вариантов много и выбор любого из них зависит от конкретной конструкции.
- Далее понадобится чертеж трубогиба, в соответствии с которым выкраивают из металлического листа основные элементы, придают им нужную конфигурацию, сверлят отверстия.
- Затем приступает к сборке приспособления. Сваривают основные детали между собой, монтируют ролик шаблона и обжимной на поворотном рычажном механизме при помощи гаек и болтов. Затем приваривают ручку небольшой длины к обжимному узлу с возможностью ее удлинения трубным рычагом.
- Конструкцию зажимают в тиски или помещают на опорную поверхность, прикручивая к рабочему столу, и проверяют приспособление в действии на фрагменте трубной заготовки.

Рис. 8 Этапы изготовления самодельного трубогиба
В торговой сети реализуют широкий ряд трубогибов для бытового, профессионального и промышленного применения, среди которых у рядового потребителя высоким спросом пользуются ручные рычажные приспособления. В силу простоты конструкции и принципа работы не так сложно сделать подобный заводскому трубогиб своими руками. Для этого необходимо наличие в хозяйстве сварочного аппарата, болгарки, электроинструмента для сверления, элементов в виде роликов и металлических листов для раскроя деталей.
Самодельные трубогибы: инструмент для круглой и профильной трубы
Трубогиб – это станок, применяемый для изгиба круглой и профильной трубы под заданным углом 45, 60, 90 и 180 градусов. Каждый домашний мастер мечтает о том, чтобы в его инструментальном парке был трубогиб для осуществления работ по изгибу трубы круглого и квадратного сечения. Многие рассматривают вариант самостоятельного изготовления такого станка в домашних условиях.
Подготовка к изготовлению станка

Давайте разберем вариант изготовления трубогибочного станка своими руками.
Во-первых, необходимо определиться, каких будет размеров станок, то есть будет ли он использоваться стационарно, в каком-то помещении, либо он будет мобильный, чтобы его можно было перемещать и производить работы по изгибу труб в удобном месте.
Во-вторых, необходимо приготовить чертеж, по которому затем будет проводиться сборка станка для изготовления гнутой трубы. Это можно сделать самостоятельно или найти в интернете. Далее в этой статье мы предложим готовые варианты схем станка средних размеров, которые детально разберем по его конструкции.
Трубогиб должен иметь мощное основание, на которое затем крепятся все остальные детали, механизмы и прочая оснастка, участвующая в работах по изгибу трубы. Это основание лучше делать из листового металла толщиной 16-20 мм.
Приспособления для изгиба труб могут иметь различный привод, а именно: ручной, электрический, гидравлический, пневматический либо гибридный.
Способы изгиба трубы
Трубогиб может иметь один из способов для изгиба трубной заготовки. Это обкатка, намотка, арбалетный способ, вальцовка и прокатка.
Обкатка
 При этом способе применяются два изгибающих ролика, где один закреплен неподвижно, а второй непосредственно используется для изгиба трубы.
При этом способе применяются два изгибающих ролика, где один закреплен неподвижно, а второй непосредственно используется для изгиба трубы.
Один конец заготовки закрепляется к неподвижному ролику винтом, а при помощи второго конца и длинного рычага производится изгиб трубы на определенный угол. Чем длиннее рычаг, тем большее усилие можно создать и облегчить процесс деформации.
На основание устанавливаются два уголка сечением 50х50 мм и длиной 400-500 мм, имеющие отверстия для крепления. Можно использовать уголок других размеров и сечений. На них крепится швеллер, имеющий паз посередине, по которому передвигается прижим.
Намотка
В этом устройстве применяется три ролика, два из которых небольшого диаметра, а третий большого размера. Два маленьких являются прижимными, на большем крепится замок для зажима трубной заготовки и рычаг для ручного привода, при помощи которого осуществляется сам процесс изгиба.
Арбалетный способ
Трубогиб арбалетного типа на самом деле похож на арбалет. Изготовление такого станка требуют достаточно много материала, такие как швеллер и уголок 75. Из этого профиля сваривается станина и сверху крепятся два ролика, участвующие в производственном процессе. На шток домкрата устанавливается так называемый башмак, с помощью которого заготовка принимает профиль определенного диаметра, желаемого для готового изделия. Такой трубогиб лучше использовать в производстве одинаковых гнутых изделий в большом количестве.
Вальцовка и прокатка
Для производства гнутых изделий из трубы методом вальцовки и прокатки требуется более серьезное оборудование, чем для вышеизложенных способов.
 Для того чтобы изготовить вальцовочный станок потребуется три ролика, один из которых будет перемещаться по вертикали, прижимая заготовку, а остальные два останутся неподвижными.
Для того чтобы изготовить вальцовочный станок потребуется три ролика, один из которых будет перемещаться по вертикали, прижимая заготовку, а остальные два останутся неподвижными.
Приводной ролик будет верхний, привод самый простой – ручной, но по возможности можно поставить мотор-редуктор с вращением выходного вала до 100 оборотов в минуту. Такой скорости будет достаточно. Конечная продукция должна иметь идеальную и одинаковую форму.
Самодельный трубогиб для круглой трубы
В принципе все станки такого типа имеют одинаковую конструкцию, различаясь только в приводе профилирующих роликов. Общий чертеж трубогиба для круглой и профильной трубы представлен далее.
Каждый может придумать и сделать свою конструкцию станка, из тех комплектующих и того материала, который является самым доступным.
Привод станка для изгиба труб
Вариантов привода для этого станка множество, главное, чтобы он был недорогой в закупке и дальнейшем обслуживании, прост в исполнении, имел приемлемые по цене запасные части и комплектующие.
Варианты привода для гибочного станка:
- Ручной. Самый простой, надежный и дешевый. Для него надо сделать рычаг, который будет удобен для осуществления производственных работ.
 Гидравлический. Трубогиб гидравлический для круглой трубы уже является профессиональным оборудованием и служит для выполнения работ промышленного масштаба.
Гидравлический. Трубогиб гидравлический для круглой трубы уже является профессиональным оборудованием и служит для выполнения работ промышленного масштаба.- Электрический. Для такого станка приводом служит мотор-редуктор, который питается от сети 220 или 380 вольт.
- Пневматический. Для привода такого оборудования необходим компрессор, который будет приводить в движение подающий и формующие ролики.
- Комбинированный или гибридный привод. В этом случае используется несколько вышеуказанных способов в одном станке.
Для домашних работ нет необходимости применять дорогое оборудование, достаточно будет механизма с ручным приводом.
Правила эксплуатации
Чтобы правильно самодельное приспособление выполняло свои функции, необходимо придерживаться нескольких простых правил эксплуатации:
 при использовании сварной трубы с прямым сварочным швом, шов следует располагать в стороны изгиба;
при использовании сварной трубы с прямым сварочным швом, шов следует располагать в стороны изгиба;- для того чтобы согнуть трубу большего диаметра, рекомендуется проводить работы как минимум вдвоем;
- ежедневно проводить осмотр оборудования, различных оправок, дополнительной оснастки, чтобы не было раскрученных гаек на болтах, трещин на сварке или других визуальных дефектов на рабочих поверхностях;
- периодически производить смазку подшипников, цепей и других вращающихся и трущихся деталей и механизмов, с применением качественной смазки.
Техника безопасности
При проведении производственных работ на станках по деформации круглой и профильной трубной заготовки из черного и нержавеющего металла, следует соблюдать элементарные правила техники безопасности:
 Все работы проводятся с применением средств индивидуальной защиты (рукавицы или перчатки, очки, специальная одежда).
Все работы проводятся с применением средств индивидуальной защиты (рукавицы или перчатки, очки, специальная одежда).- Работы, связанные с деформацией трубы большого диаметра, должны производиться только с напарником.
- Рабочее место должно находиться в чистоте. Не должно быть мятен масла, лишних предметов возле станка, прочего мусора и тому подобное.
- Все ручные трубогибы для круглой трубы и профильной заготовки должны очень жестко крепиться на неподвижной поверхности, чтобы избежать травматических ситуаций во время проведения производственных работ.
Каждый домашний мастер вправе самостоятельно выбирать размер, вид привода и максимальную производительность своего станка.
Как сделать трубогиб для трубы своими руками: чертежи, схемы, видео
Вашему вниманию предлагается статья с пошаговыми инструкциями и чертежами по изготовлению поворотного трубогиба для профиля и круглых труб. Мы расскажем об основных правилах сборки рычага и станины домашнего станка своими руками и приведём видеоинструкции с комментариями.
- Немного о радиусах
- Как сделать поворотный трубогиб своими руками

На разных этапах строительства, монтажа водопровода и других работах часто приходится сталкиваться с необходимостью ровного загиба трубы по большому или малому радиусу. Сделать это без специального приспособления невозможно — труба деформируется и качество изделия сойдёт на нет.
Немного о радиусах
Круговой загиб подразумевает определение величины радиуса, которую можно подразделить на три категории:
- Малый радиус — от 50 до 250 мм. Загиб под таким радиусом уместно назвать коленом. Его выполняют на водопроводных трубах круглого сечения Ø 15–75 мм, либо на трубах квадратного профиля 15–25 мм (декоративная ковка).
- Средний радиус — от 250 до 500 мм. Часто применяется для изготовления кольцевых форм из полосы 40х3, трубы Ø 15–75 мм, квадратного (15–25 мм) или прямоугольного (до 20х40 мм) профиля — обода бочек, резервуаров.
- Большой радиус — более 500 мм. Применяется для изготовления арочных элементов — каркасов теплиц, козырьков, рёбер сварных конструкций. Обычно это квадратный (15х15, 20х20) или прямоугольный профиль 20х40, 40х60 мм. Арки из круглой трубы обычно не делают — к ним неудобно крепить распределительную обрешётку, но загнуть круглую трубу большого радиуса можно при диаметре не более 75 мм.

Радиус на более толстых трубах выполняется не изгибанием, а сегментацией — когда колено нарезается сегментами и сваривается.
Загибы малого радиуса в большинстве случаев необходимы на водопроводных трубах Ø 15–38 мм. Часто важен сам факт изгиба под нужным углом, чем его качество. В обиходе мастеров имеется две разновидности трубогибов для выполнения этой задачи — трёхточечный и поворотный.
Как сделать поворотный трубогиб своими руками
Этот вид инструмента часто можно встретить в «ручном» исполнении. Усилие прикладывается оператором через рычаг. Приспособление просто изготовить, имея навык слесаря и сварщика. Для этого понадобятся основные элементы — рычаг, два колеса с блоков (с желобами) разных диаметров, стальная пластина и другие металлические детали.
Сначала нужно изготовить мощную вилку (металл не менее 5 мм) под толщину колёс. Для этого необходим расчёт. Предположим, что нам необходимо гнуть трубу с наружным диаметром 25 мм. В нашем распоряжении имеются колёса (подшипники) двух диаметров: r1 = 250 и r2 = 100 мм (радиусы 125 и 50 мм соответственно). Радиус большего колеса будет внутренним радиусом колена.
Конструкция вилки будет такой:
 Конструкция вилки трубогиба
Конструкция вилки трубогиба
Главный размер вилки рычага — расстояние между колёсами (d = 25) — посадочное место трубы и должно быть равно её диаметру плюс 1–2 мм. В нашем случае это 25 мм.
Примечание. Если колёса имеют желоб, в расчёт берётся внутренняя точка жёлоба.
Следующий шаг — определяем расстояние между осями колёс (а) по формуле:
- а = d + r1 + r2 = 25 + 125 + 50 = 200 мм
Далее следует определить достаточный размер вилки, исходя из расстояния между осями колёс (с). Здесь нужно придерживаться только ориентировочного зазора между малым колесом и задней стенкой вилки (принять 10 мм), а также запаса металла на крепление стационарной оси большого колеса (принять 30 мм):
- с = а + r1 + 10 + 30 = 280 мм
Величина зазора между полками вилки (в) будет равна толщине колеса плюс 1–2 мм (принять в = 30 мм).
Малое колесо будет установлено на оси, неподвижно закреплённой на полках вилки. Постарайтесь применить на этой оси подшипник — это заметно облегчит работу по сравнению с простым («сухим») креплением.
Если стоит задача сделать трубогиб для нескольких диаметров труб (от 15 до 38 мм), расстояние между полками вилки должно быть достаточным для установки максимально толстой трубы. Полку вилки сделайте длиннее и просверлите отверстия для стационарной оси для каждого из диаметров.
Узел 1 — крепление рычага к вилке — по возможности выполните надёжным резьбовым соединением с обваркой. Просто приварить «в торец» ручку рычага будет ненадёжно, т. к. именно через эту точку передаётся вся нагрузка.
В качестве основы для площадки трубогиба подойдёт стальная пластина 350х200 мм или более при толщине от 8 мм. Продумайте сразу, каково будет назначение станка — стационарный или переносной. Предусмотрите монтажные отверстия в пластине Ø 12–20 мм.
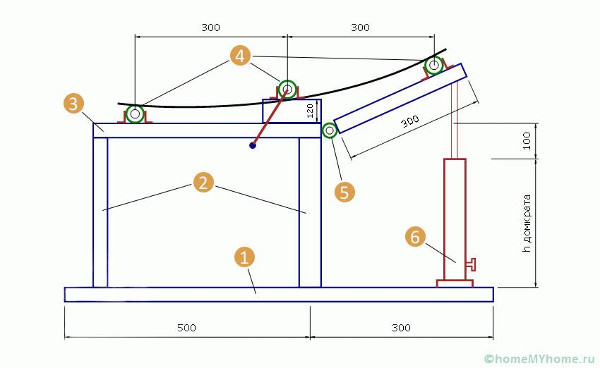
 Конструкция площадки: 1 — упор; 2 — монтажные отверстия; 3 — рычаг; 4 — направление усилия в момент загиба; 5 — ось, закрепленная на вилке; 6 — труба; 7 — стационарная ось
Конструкция площадки: 1 — упор; 2 — монтажные отверстия; 3 — рычаг; 4 — направление усилия в момент загиба; 5 — ось, закрепленная на вилке; 6 — труба; 7 — стационарная ось
Стационарную ось можно выполнить из обычного штыря, приварив его в центре пластины, но лучше использовать подшипник или подшипниковую втулку. Упор закрепляется по месту, после сборки поворотного механизма. Если станок рассчитан на один диаметр, упор (уголок 50х50 мм) можно просто приварить к платформе. Если диаметров несколько, опытным путём установить местоположение упора под каждый из них, сделать отверстия в соответствующих местах и подобрать стержни (крепление «на палец»).
Как работает трубогиб, видео
В точности исполненный станок дополняется фиксаторами для гнутья тонкостенных труб. Такой подход актуален на производстве, где работа ведётся в основном одним-двумя видами труб.
Видео: трубогиб на производстве
Эту базовую модель можно усовершенствовать — сделать колёса подвижными вдоль оси крепления, тем самым расширив диапазон радиусов. Для этого понадобятся более остроумные решения и точное исполнение деталей.
Усовершенствованный ручной трубогиб своими руками, видео
Заводские станки и инструменты для задания малых радиусов имеют тот же неизменный принцип, но скомпонованы по-другому. Более удобные и совершенные крепления, которые переставляются легко и быстро, механизированный труд, точное исполнение и бережное отношение к заготовке — то, что нужно профессионалу, который привык работать много и качественно.
Ручной электрический трубогиб
Качественно изготовить основные детали комплектных станков — систему упоров и рычаги — можно только в заводских условиях.
Соблюдая основные правила и сам принцип гнутья трубы, можно применять любые имеющиеся в распоряжении детали для усовершенствования станка.
Все варианты трубогибов сделанных своими руками
При проведении работ в доме и на даче не редко нам необходимо гнуть трубы чтобы придать им нужную нам форму для исполнения нашей конкретной задачи. Чтобы изгиб трубы был правильным, и труба служила долго нам понадобится специальный станок, трубогиб. Эти станки продают в магазинах, есть множество разновидностей и моделей, но нашей задачей будет сделать трубогиб своими руками.

Класификация
Есть несколько видов конструкций и классификаций трубогибов:
- Мобильность (возможность переноса трубогиба, и на сколько она сложна);
- Привод с помощью которого производится работа, различают: ручной, электрический и гидравлический;
- По типу работы: шаблонный, роликовый, арбалетный, прокатка;
Изготовление трубогибов своими руками
Трубогиб шаблонного типа
- Тип применения: Для совершения гибки тонкостенных труб;
- Материалы: Деревянная доска или железные крюки, для улучшения может понадобится лебедка;

Алгоритм как сделать трубогиб своими руками:
- Создаем упор, либо закрепляем трубу так чтобы при прикладывании усилия «F» на ее конец она не выскочила. Рекомендуется делать упор из доски шириной не менее чем диаметр трубы. Упоры обозначены на рисунках «а» и «б». Если есть возможность можно просто закрепить ее участок надежными креплениями, рисунок «в».
- Далее создается шаблон загиба. Как он будет выглядеть зависит от радиуса, загиба, который собственно вам нужен. Как видно на рисунках его можно создавать из доски или дсп как видно на рисунках «а» и «в». Толщина шаблона должна превышать диаметр изгибаемой трубы. Так же некоторые умельцы используют в качестве шаблона железные крюки как видно на рисунке «б».
- Труба помещается между упором и шаблоном (рисунки «а» и «б») или закрепляется (рисунок «в») к шаблону. Далее к ней прилагается сила «F» и труба гнется по заданному шаблону. Дабы облегчить физические нагрузки в рисунке «в» применили лебедку. Также народные умельцы делают т-образные рычаги. Берется труба большего диаметра чем та которую будем гнуть, отрезается 5-10 см, этот кусок приваривается на конец железного профиля длинной от метра. Получаем рычаг, с помощью которого мы сократим силовые затраты на загибание трубы.
Трубогиб с прижимным роликом
- Тип применения. В деревянном исполнении идеально подходит для труб из мягких металлов, он предотвращает их деформацию; Если трубогиб планируется использовать для жестких металлов, то его части следует делать из прочного металла.
- Материалы: метал или дерево;

Чертеж «а»: 1 – основание; 2 – левый крепежный уголок; 3 – регулировочный болт; 4 – крепеж для упора; 5 – прижимной наконечник; 6 – движущийся ролик; 7 – рычаг; 8 – крепление рычага к ролику; 9 – статический ролик; 10 – правый крепежный уголок;
Чертеж “б”: 1 – ступица; 2 – плита; 3 – неподвижный ролик; 4 – скоба; 5 – подвижный ролик; 6 – рукоятка; 7 – хомут;
Алгоритм сборки трубогиба своими руками:
- Определяемся с нагрузкой. И принимаем решение из чего мы будем делать станок, метал или дерево.
- Нам нужно неподвижное основание, на которое крепится неподвижный ролик.
- Далее нам нужен прижимной механизм как на чертеже «а» либо скоба представленная на чертеже «б»;
- Далее нам нужна ручка на которой закреплен подвижный ролик, на чертеже «б» представлена более надежная схема, рычаг выполнен п-образно и закреплен к основанию неподвижного ролика. Такой конструкцией можно гнуть более жесткие трубы. На чертеже «б» представлен трубогиб для мягких металлов.
- Вставляем трубу между роликами. Фиксируем прижимным механизмом или скобой. Подаем усилие на рычаг. Происходит загиб.
Трубогибы арбалетного типа (Гидравлический)
- Тип применения: Для гибки труб круглого сечения. Гнуть на таком трубогибе прямоугольный профиль не рекомендуется из-за высокой вероятности деформации.
- Материалы: металлический каркас, гидравлический домкрат;

Чертеж гидравлического трубогиба: 1 – домкрат; 2 – регулировочные отверстия; 3 – насадка на домкрат; 4 – валики;
Алгоритм сборки трубогиба арбалетного своими руками:
- Подобрать домкрат, лучше брать агрегат грузоподъемностью более 3 тон;
- Сделать накладки «3». Сделать несколько под разные радиусы загиба;
- Сделать валики «4». Они должны быть полыми, и фиксироваться болтами в отверстия «2», которые также предназначены для регулировки радиуса загиба;
- Проделать регулировочные отверстия (лучше сделать это до сварки каркаса)
- Сварить саму раму для станка согласно чертежу, воспользовавшись сварочным аппаратом;
- Вставляем валики «4» в отверстия «2», на домкрат одеваем насадку «3», на насадку кладем трубу, поднимаем ее домкратом, труба упирается в валики «4» и гнется;
Профильный трубогиб
- Тип применения: профильные трубы, трубогибы этого вида наиболее мягко действуют при производстве загиба, происходит минимальная и наиболее качественная деформация трубы;
- Материалы: метал, домкрат;
Чертеж 1. Трубогиб своими руками для профиля:
- Трубогиб своими руками ручной для профиля собирать стоит из метала заранее приготовив ролики, метал и сварочный аппарат. Главное это чертеж на рисунке приведен примерный, так как у каждых своих нужды и вам все равно придется поработать с чертежом чтобы сделать станок для гибки труб с опциями которые нужны именно вам.
- Работает он следующим образом труба ложится на нижние ролики, и прижимается верхним роликом. Затем осуществляется прокатка всей трубы через механизм трубы, в результате чего труба сгибается в дугу;
Чертеж 2. Трубогиб своими руками для профиля:
- Это примерная схема станка для гибки труб профильного с домкратом собранная своими руками, берите его за основу и конструируйте свой. Вам понадобится домкрат, столешница и ролики.
- Работает следующим образом, кладете профиль на два нижних ролика, верхний ролик находится над профилем и будет выполнять роль упора. Поднимаем домкрат, до нужной нам величины, и прогоняем профиль сквозь трубогиб крутя ручку.
Примечание: Многие умельцы дорабатывают данные модели каким-нибудь приводом, который крутит ручку, чаще всего электрические или бензиновые двигатели. Это делается для того чтобы ускорить работу и уменьшить силовые затраты оператора.
Вывод
Мы рассмотрели все возможные варианты конструкций трубогиба своими руками. Стало понятно, что резона покупать достаточно дорогое устройство не резонно, гораздо легче сделать его самим, темболее что вариантов масса. Если вы знаете какие-нибудь еще устройства трубогибов то обязательно напишите про них в комментарии.
Как своими руками сделать ручной трубогиб для гибки круглой трубы?
Для выполнения строительных и монтажных работ, особенно, когда речь идет о трубопроводах, часто требуются трубы с различным углом изгиба, причем, применение фитингов может быть совсем не оправданно.
 Ручной трубогиб для круглых труб
Ручной трубогиб для круглых труб
Гибка труб в таких случаях осуществляется с помощью трубогибов. Эти устройства бывают стационарные и переносные, промышленные и для домашнего использования.
Устройство и принцип работы ручного трубогиба
Ручной трубогиб по конструкции и принципу работы достаточно прост, поэтому домашний умелец вполне может справиться с его изготовлением самостоятельно. Главными элементами в любом устройстве для гибки труб считается нажимная пластина. На нее с определенным усилием надавливает специальный механизм, и она передает усилие на обрабатываемую трубу.
В качестве механизма для нажима используют как электрический двигатель или гидравлический насос, так и пружину с фиксаторами.
Для выполнения гибки, гофру устанавливают между нажимной пластиной и несколькими валами, которые выполняют функцию стабилизаторов. Также с помощью валов можно корректировать радиус изгиба, поскольку их положение регулируется.
Так, для изгиба трубы по малому радиусу, валы располагают достаточно близко друг к другу, а если необходимо увеличить радиус, то их переносят подальше друг от друга.
 Главными элементами в трубогибах являются валы в форме полумесяца
Главными элементами в трубогибах являются валы в форме полумесяца
Для изгиба круглой трубы на трубогибы устанавливаются валы в форме полумесяца.
Ручное устройство
Самодельный ручной трубогиб, с помощью которого осуществляется гибка круглых труб, представляет собой два проточенных шкива, один из которых фиксируется неподвижно, а второй вращается вокруг первого на расстоянии диаметра обрабатываемой трубы. Принцип его работы прост: между двумя шкивами закладывают трубу и путем вращения подвижного шкива изгибают круглую трубу до нужного угла.
Ручной трубогиб в руках умелого хозяина может понадобиться в любой момент, потому подходить к его изготовлению стоит основательно, так, чтобы им можно было изгибать трубы различного диаметра.
Для такой конструкции потребуется два тройных шкива вместо одинарных: одна пара будет использоваться для гибки труб 1/2″, другая – для трубы 3/4″, и одна для дюймовых труб.
На рынке вряд ли удастся купить такие приспособления, поэтому заказать их нужно будет в токарной мастерской. На торцах валов делается выточка, которая по размерам совпадает с половинным диаметром гофры.
 Ручной трубогиб состоящий из двух шкивов, один из которых закреплен неподвижно
Ручной трубогиб состоящий из двух шкивов, один из которых закреплен неподвижно
Еще один важный момент, который нужно учесть при изготовлении валов – стационарный шкив по размеру должен быть минимальным, поскольку от этого зависит минимально возможный радиус изгиба изделия. Оптимальный размер подвижного вала превышает в два раза диаметр стационарного.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
 После изготовления трубогиба, необходимо провести его испытание
После изготовления трубогиба, необходимо провести его испытание
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Как сделать трубогиб своими руками? (видео)
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
 Для тонкостенных труб можно изготовить деревянный трубогиб
Для тонкостенных труб можно изготовить деревянный трубогиб
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
 Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра
Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.