Физические свойства и технические характеристики припоя для пайки меди
Традиционно самым распространенным способом соединения медных труб является пайка. Чтобы создать прочный и долговечный шов, необходимо правильно подобрать припой для пайки меди и флюс, тщательно подготовить поверхность и соблюдать технологию.
Какой припой выбрать?
 При пайке медных труб используют два основных типа:
При пайке медных труб используют два основных типа:
- мягкого, с температурой плавления до 425 о С;
- твердого, с температурным диапазоном 460-560 о С.
В качестве припоев рекомендовано использование содержащих серебро сплавов. Они обеспечивают высокое качество соединений, но дороги. Медно-фосфорные составы более доступны и подходят для пайки менее ответственных соединений.
Медно-фосфорные
Температура плавления медно фосфорного припоя невысока. Медный припой позволяет обходиться без флюсовых составов. Входящий в состав фосфор защитит рабочую область от воздействия кислорода воздуха.
Шовный материала, сформированный на основе меднофосфористого припоя, весьма прочен и стоек к вибрационным воздействиям. Поэтому фосфористые составы широко используют при пайке компонентов теплообменников.
Почему при спаивании стальных деталей пайщики иногда пользуются медным припоем, а медь стальным припоем паять нельзя? Причина заключается в разнице температур плавления стали и меди. Медные заготовки уже расплавятся, а сталь все еще будет нагреваться.
В то же время медно-фосфорный припой чувствителен к перегреву, поэтому приходится принимать меры к охлаждению стыка. Изделие выпускается в виде прутка. Доступна и медная лента для пайки. Используются для пайки и медно-цинковые низкотемпературные припои.
Серебряные

Состав из чистого серебра мало подходит для того, чтобы паять медные изделия. В основном используют серебро с добавками железа, висмута и других элементов.
Припой для меди на основе серебра обладает высокой смачиваемостью по отношению к заготовкам и отлично проникает в самые узкие зазоры между ними. Соединения не корродируют и выдерживают большие статические и периодические динамические нагрузки.
Содержание Ag
Химический состав припоев для пайки заготовок из меди с серебром описан в ГОСТ 19738-74. Они обозначаются литерами ПСр ХХ, где цифры определяют долю серебра в процентах
Практическое применение
Составы с высокой процентной долей серебра (50-72) обладают высокой электропроводностью и теплопроводностью. Их используют в электротехнике и электронике.
Сплавы со средним процентным содержанием стоят дешевле и используются для пайки соединений, не подверженных температурным нагрузкам.
[stextbox с низкой процентной долей (5-15) применяются в машиностроении.[/stextbox]
Особенности тинолей
Характерной особенностью серебросодержащих составов является их низкая рабочая температура. Высокая текучесть позволяет расплаву проникать в зазоры и поры и создавать высококачественные швы.
Пайка твердым
Твердые припои применяются для стыков трубок и трубопроводов большего диаметра. При этом используют пастообразный флюс, газовую горелку для разогрева и необходимое вспомогательное оборудование и инструменты.
Низкотемпературные
Низкотемпературные припои плавятся при температуре до 450 о С. Невысокая температура позволяет избежать отжига основного материала трубы и сохранить его физико-химические свойства. Припои готовятся на основе оловянных или цинковых сплавов. Применяется в качестве компонента и свинец.
Высокотемпературные
Высокотемпературный припой для пайки меди готовят на основе серебра или меди, обладающих высокой температурой плавления. При температурах свыше 450 о С происходит отжиг заготовок, ведущий к снижению их прочности.
Физико-химические свойства
Свойства зависят от химического состава сплава. Так, низкотемпературные обладают меньшей прочностью, но не снижают прочностных и упругих характеристик материала деталей.
Высокотемпературные, наоборот, создают соединения высокой прочности, способные противостоять статическим и динамическим нагрузкам. Но при их использовании требуется большая осторожность, чтобы не пережечь и не ослабить основной материал.
Технические характеристики
Температура плавления высокотемпературных составов лежит в пределах 645-815 о С. Шов выдерживает нагрузки на разрыв до 250Мпа. Температура эксплуатации соединения, в зависимости от состава, составляет 150-250 о С. Кроме собственно меди, такие припои позволяют соединять латуни, красную бронзу, чугуны, стальные и никелевые славы. Паяют ими и алюминий. Кроме того, их используют для соединения деталей из меди и нержавейки.
Способы
 Применяется два основных метода пайки медных заготовок:
Применяется два основных метода пайки медных заготовок:
- Высокотемпературный. Тугоплавкий припой на основе серебра или меди создает жесткое и прочное соединение. Шов называется твердым и выдерживает механические и температурные нагрузки. Чтобы отжиг не приводил к ухудшению прочности основных деталей, следует охлаждать готовую пайку исключительно естественным образом, без обдува холодным воздухом или опускания в жидкость.
[stextbox пайка применяется для труб размером от 12 до 159 мм, работающих при температуре среды до 125 о С.[/stextbox]
- Низкотемпературный. Такую пайку называют мягкой. Припои готовят на базе металлов с низкой температурой плавления. Невысокая температура позволяет избежать отжига, и снижения прочности труб не происходит. Метод формирует швы шириной от 7 до 50 мм, на трубах от 6 до 100 мм в диаметре.
Мягкие соединения нельзя использовать при монтаже газопроводов.
Что понадобится в процессе?
 Для пайки потребуется:
Для пайки потребуется:
- флюс для обработки поверхности заготовки;
- припой, соответствующий выбранному методу пайки;
- устройство для снятия фаски с торца трубы;
- проволочные щетка и ерш для того, чтобы зачистить заготовки;
- расширитель труб;
- измерительный инструмент: рулетка, мерный калибр, угольник, ватерпас;
- горелка.
Портативная пропановая горелка дает возможность прогреть стык за несколько секунд. В тех местах, где использование открытого пламени недопустимо, стыки прогревают электропаяльником со сменными прижимами и электродами на разные диаметры трубы
Технология
После того, как принадлежности и инструменты подготовлены, переходят к самой пайке:
Отрезаем деталь необходимой длины
Для раскроя трубных заготовок используют труборезы с ручным или электрическим приводом. Чтобы рез был ровным, после каждого оборота следует затягивать на треть хода регулирующий прижим маховик. Кромку следует обработать фаскоснимателем и зачистить ершиком. Если соединение стыковое, одну из труб следует расширить. Далее поверхности обезжиривают и проверяют качество их сопряжения.
Наносим флюс на поверхность трубы
Флюсовую пасту наносят на внутреннюю поверхность кисточкой, встроенной в крышку баночки. Она должна быть полностью покрыта флюсом, в то же время на ней не должны скапливаться излишки.
Соединяем
Детали вставляются одна в другую с легким проворотом в обе стороны. Это помогает равномерно распределить флюс.
Излишки флюса необходимо стереть чистой ветошью.
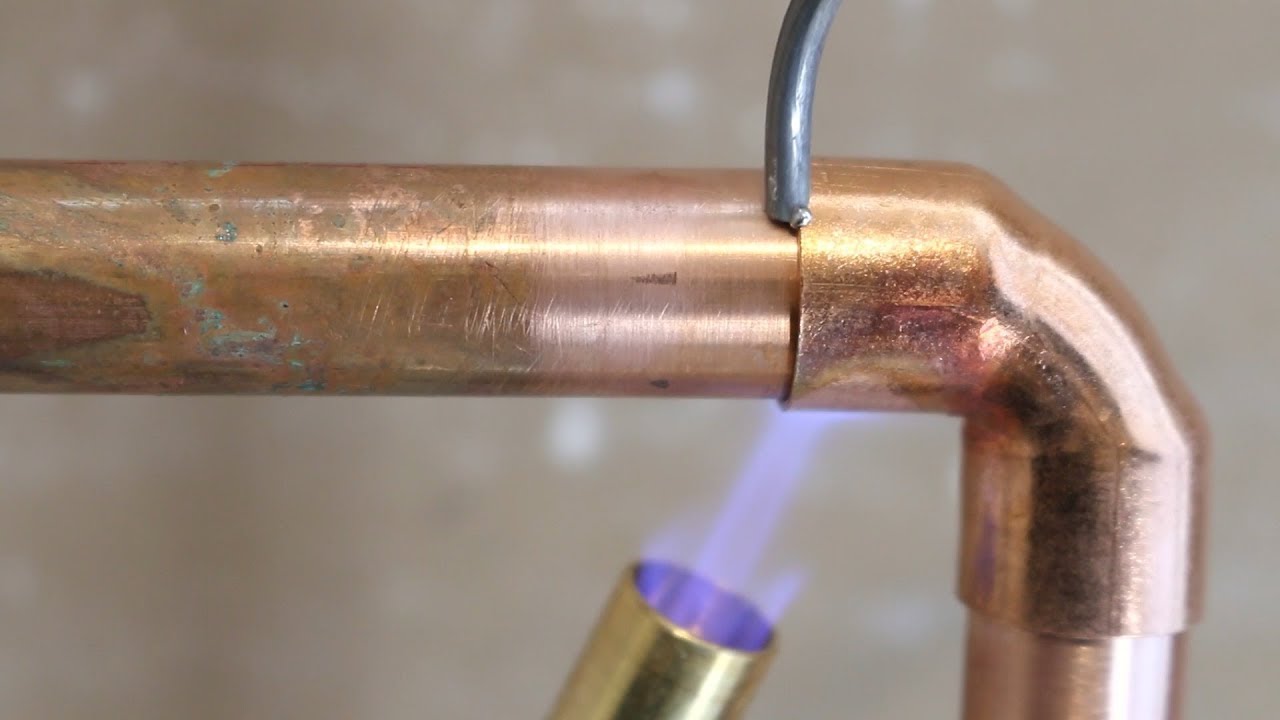
 При низкотемпературной пайке включенную горелку направляют на стык. Стык необходимо прогреть равномерно, плавно перемещая факел. Катушку с припоем берут в левую руку. Проволокой касаются зазора, припой плавится и заполняет его.
При низкотемпературной пайке включенную горелку направляют на стык. Стык необходимо прогреть равномерно, плавно перемещая факел. Катушку с припоем берут в левую руку. Проволокой касаются зазора, припой плавится и заполняет его.
В этот момент пламя немного отводят в сторону, давая припою затечь в зазор.
Пропаянный стык должен остывать обычным путем, баз обдува или смачивания жидкостью. Это позволит избежать эффекта отжига.
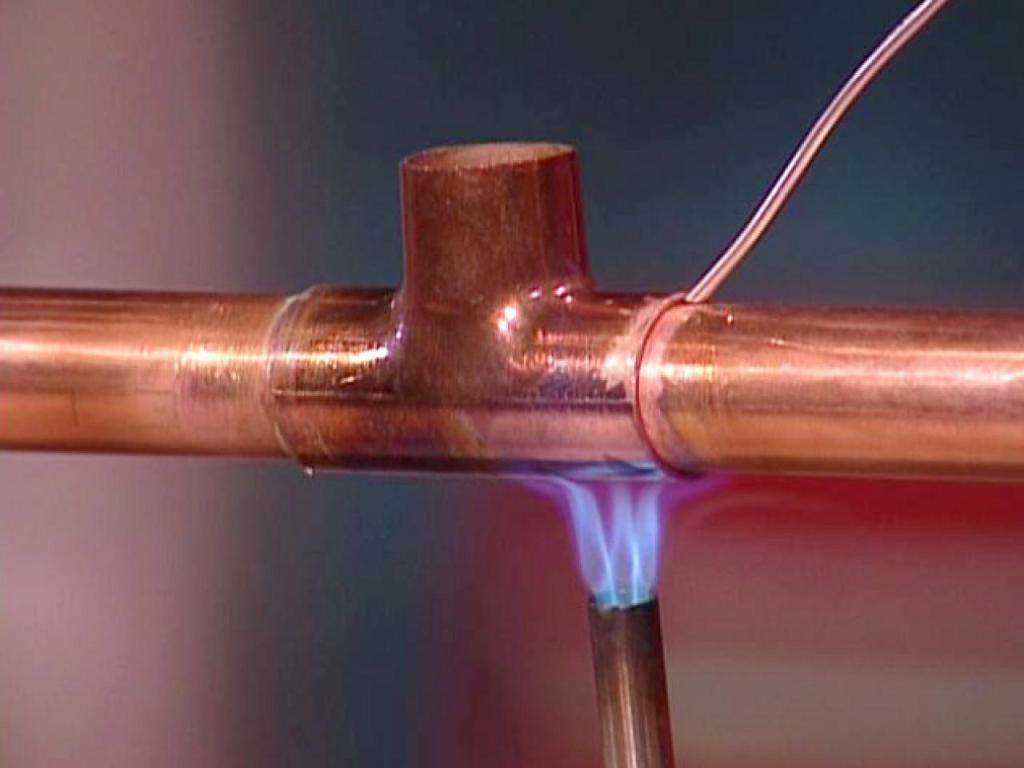
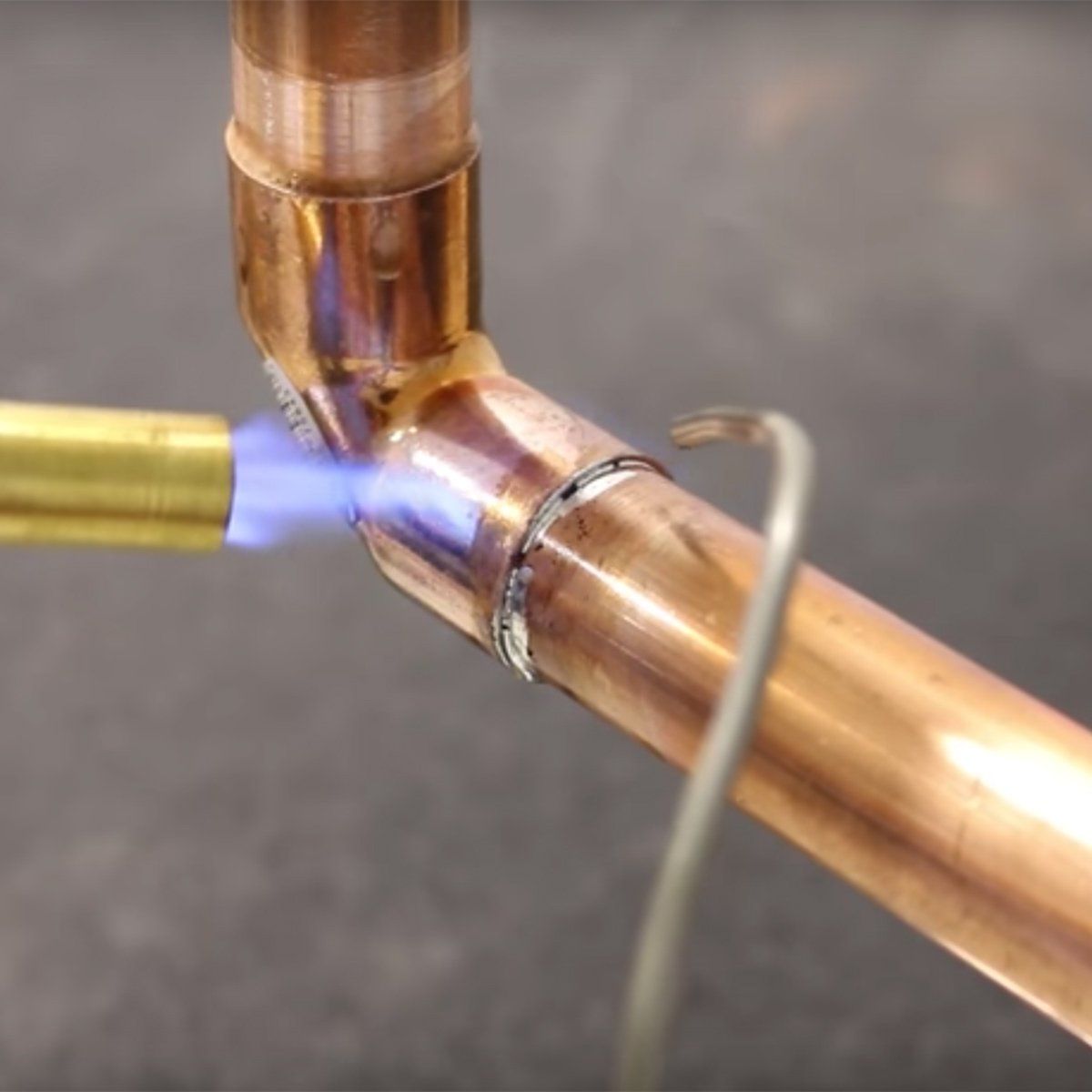
Для высокотемпературной требуется более горячее пламя. Его получают, сжигая смесь пропана с кислородом либо ацетилена с воздухом. Прогревать стык следует равномерно и быстро, избегая пережога. Нужную температуру заготовки (750 о С) можно определить по темно- вишневому цвету. Прогретый, но не расплавленный горелкой паяльный состав подают в зону стыка.
Опытные мастера сразу нагревают стык ровно настолько, сколько требуется для плавления и затекания паяльного состава. Начинающим пайщикам придется потренироваться на учебных заготовках. Избыток расплава удаляют медной лентой, предназначенной для удаления припоя. Пропаянный шов должен остывать естественным путем, без обдува холодным воздухом.
После остывания чистой сухой ветошью следует снять остатки флюсовой пасты.
Основные ошибки
Начинающие пайщики часто делают ошибки. Самые типовые из них таковы:
- Не устраненные дефекты поверхности после раскроя: задиры, стружка, овальность. Пайка поверх дефектов ослабляет соединение, снижает его долговечность и герметичность.
- Некачественное обезжиривание.
- Сужение монтажного зазора. Узкая пайка также будет ненадежной.
- Недогрев заготовок. Холодные детали не смогут своим теплом расплавить припой и обеспечить его затекание в монтажный зазор. Холодная пайка может развалиться при простом прикосновении.
- Недостаток флюсовой пасты. Часть поверхности шва, не покрытая флюсом, не очищается от окисной пленки и не пропаивается.
- Пережог стыка. При этом выгорает флюс, окисная пленка не разрушается полностью, кроме того, на поверхности возникает окалина. Прочность пайки существенно снижается.
- Попытка проверки на прочность горячего стыка. Приводит к деформации слоя припоя в монтажном зазоре и его отслоению от деталей.
Частой ошибкой является также пренебрежение требованиями техники безопасности. Высокие температуры, вредные испарения, химически активные флюсы требуют применения средств индивидуальной защиты. К ним относятся:
- защитные очки;
- обувь, одежда и головной убор из негорючей ткани;
- плотные спилковые перчатки
- респиратор.
Рядом с местом пайки не должно быть легковоспламеняемых материалов, оно должно хорошо проветриваться. Нельзя паять в верхнем положении.
Правильно подобранный паяльный состав позволяет получать надежные и прочные паяные соединения. Не менее важно использовать подходящий флюс и строго соблюдать требования технологии пайки и технику безопасности.
Первые несколько швов лучше запаять под присмотром опытного пайщика.
Как паять медь: методы, особенности, совместимость с другими металлами

Любой домашний мастер сталкивался с проблемой соединения медных деталей и элементов. Сюда можно отнести как электромонтажные работы, так и соединение медных труб при организации отопительных контуров. Но как правильно подойти к решению подобного вопроса? В сегодняшней статье речь пойдёт о том, как правильно выполнить пайку медных элементов, возможно ли совмещение этого металла с алюминием или нержавеющей сталью, а также какие дополнительные составы потребуются для выполнения подобных работ.
Как спаять медные элементы: общая информация
Наиболее часто встречающаяся проблема – это необходимость пайки скруток медных проводов. Но, независимо от того, какие металлы придётся спаивать, всегда остаётся необходимость очистки поверхностей от жиров и окисла. Для этого используется канифоль, паста для пайки медных труб или паяльная кислота.
Для того чтобы элементы были спаяны прочно, рекомендуется сначала обработать их по отдельности флюсом, после чего облудить – нанести тонкий слой припоя на их поверхности. После этого их можно соединить и, добавив немного припоя, основательно прогреть. Олово расплавится и максимально прочно соединит элементы.

В некоторых случаях вместо паяльника используется газовая горелка. Она применяется, когда спаиваемые детали слишком крупные. В этих случаях даже самый мощный паяльник не способен их прогреть, а значит, о прочном соединении можно забыть. Горелка же прогревает их более основательно.
Некоторые данные по расходным материалам
В качестве расходных материалов в подобной работе используются:
- флюс;
- припой;
- соединительные фитинги.
Стоит разобраться с этими материалами более подробно.

Использование флюса для пайки меди
Флюсом называют различные вещества или их соединения, способные удалить с металлической поверхности различные загрязнения, жиры и оксидную плёнку. В качестве флюса чаще всего используют канифоль или паяльную кислоту, которую можно изготовить в домашних условиях. Для этого необходима обычная серная кислота и цинк. Цинковые таблетки постепенно добавляются в соляную кислоту, с которой вступают в реакцию. О том, что кислота готова к работе, можно узнать по прекращению реакции, называемой травлением.

ФОТО: vashtehnik.ru Различные варианты флюсов – аммиак слишком едкий и лучше от него отказаться
Иногда может возникнуть ситуация, когда под рукой отсутствует какой-либо флюс. Если поблизости есть сосновые доски или ещё лучше деревья, вполне может выручить обычная смола, которая также способна снять окисел и иные загрязнения.

ФОТО: almaty.satu.kz Наиболее оптимальный флюс – это канифоль
Припой для пайки меди и из чего он состоит
Припой – состав с невысокой температурой плавления, способный максимально уплотнить соединение. Обычно это сплав олова и свинца. Причём чем меньше в составе свинца, тем легче будет проходить процесс пайки. В настоящее время довольно популярны стали припои в форме проволоки, внутри которой уже имеется флюс. При работе с ними не требуется предварительная обработка элементов кислотой или канифолью.

ФОТО: promelec.ru Этот припой сразу изготавливается с флюсом, дополнительной обработки поверхности не требует
Фитинги и их применение при пайке
При необходимости пайки медных труб систем водоснабжения или отопления применяются фитинги. Это вспомогательные элементы, обеспечивающие простоту соединения, ответвления или поворота магистральных труб. Более полно пайка медных труб будет рассмотрена ниже.

ФОТО: potok-holoda.ru Фитингов для пайки существует огромное множество
Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.

ФОТО: vseinstrumenti.ru Горелка для пайки в разобранном состоянии
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода, на основании фото примеров.





Подробнее с мастер-классом можно ознакомиться в этом видео.
Любой флюс, как и припой для пайки медных проводов можно купить в магазинах хозяйственных товаров. Сегодня на прилавках можно найти различные составы и сплавы, предназначенные для подобных целей.
Различия в работе с мягкими и твёрдыми припоями
Для мелких работ по дому лучше всего использовать мягкие проволочные припои. С ними можно работать даже при помощи маломощных паяльников. А вот твёрдые сплавы требуют более «жёсткого» подхода. Для работы с ними используют молоточные паяльники или горелки.

ФОТО: тд-рубин.рф Твёрдые припои могут продаваться вот такими прутками
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.

ФОТО: m-chel.ru Аккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.

ФОТО: poliasmet.ru Иногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.

ФОТО: kak-eto-sdelat.info Спаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.

ФОТО: mastergrad.com Иногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).

ФОТО: cusi3.ru Сложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.

ФОТО: svarkavol.ru Спайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
Пайка медных труб: чем паять медь, разновидности флюса и припоев для меди
Да, на стальные и пластиковые (металлопластиковые) трубы приходится практически 80 % продаж трубопроводных коммуникаций. Остальной объем проката припадает на медные трубы. Низкая популярность медных коммуникаций обусловлена лишь их высокой стоимостью, в остальном же медные трубы значительно превосходят аналоги из стали и пластика. В обзоре будет рассказано как паять медные трубы.
Профессионально смонтированный медный трубопровод не имеет срока годности. Время службы медных коммуникаций сопоставимо со сроком эксплуатации самого здания.
Сборка и монтаж медного трубопровода может осуществляться несколькими способами:
- При помощи резьбовых соединений
- Методом пайки
Если говорить за медные трубы для бытовых коммуникаций, то практически всегда используется тонкостенный трубопровод. Такой прокат является пластичным и гибким, по этой причине к нему практически не применяются соединители под резьбу. Для монтажа медного трубопровода принято использовать пайку. В обзоре пойдет речь о том, как и чем паять трубы из меди.
Можно ли соединять медные трубы сваркой
Касательно сварки меди, традиционная электродуговая сварка не подходит для соединения медных деталей. Для сварки меди используются следующие методы:
- Газосварка
- Аргоновая сварка
Разумеется, соединение труб методом сварки применимо далеко не к любому виду медного проката. Сварка медных труб актуальна лишь для толстостенных коммуникаций, которые используются в промышленности. При помощи сварки соединяются медные трубы диаметром от 100 (мм) и более того.
Между газосваркой и пайкой медных труб есть много общего. И тот, и другой метод использует нагрев труб и припой.
Теперь подробнее о том, как паять медные трубы.
Какие методы пайки медных труб существуют
Различают несколько основных способов пайки меди:
- Горячий
- Холодный (капиллярный метод)
Горячая пайка отличается от холодной не толь ко температурой, а еще и типами припоя и флюса. Отличаться будет и технология подготовки медных соединений.
Горячая пайка медных труб
Горячий способ пайки подразумевает использование нагрева свыше 450 С. В данном случае припоем будет выступать тугоплавкий материал. Обычно это сплав меди (BCuP) или серебра (BAg). Конечно, для бытовых нужд вполне подойдет медный припой. Он недорого стоит и обеспечивает приличные прочностные характеристики соединений.
Метод горячей пайки применим к трубам диаметром от 12 до 150 (мм). Ключевым преимуществом горячего метода является получение шовного соединения повышенной твердости. Горячий метод еще называют «твердой пайкой».
Горячая пайка медных труб имеет допуск на создание даже газопроводных коммуникаций.
Паянные горячим способом медные трубы можно использовать в следующих сферах:
- Водопровод (горячий, холодный)
- Отопление
- Газопровод
- Кондиционирование
- Холодильные и морозильные камеры
Разумеется, у горячей пайки имеются и некоторые недостатки. Основным из них является появление эффекта отжига меди. При нагреве свыше 450 С структура меди становится более мягкой. То есть при использовании горячего метода пайки снижается прочность труб в месте пайки.
При пайке меди горячим методом обычно используют трубы со стенками потолще, чтобы отжиг был не так заметен.
Холодная или капиллярная пайка медных труб
Холодный метод пайки предусматривает нагрев коммуникаций до 450 С. При такой температуре можно использовать лишь припои начального класса: олово или свинец. По этой причине на высокие прочностные характеристики шовных соединений можно не рассчитывать.
Низкотемпературная (холодная) пайка применима для медных труб толщиной от 6 до 100 (мм). Ключевое преимущество холодного способа заключается в том, что при нагреве меди до температуры менее 450 С не происходит отжига. Это значит, что медные трубы останутся после пайки такими же жесткими и прочными, как и были изначально.
Холодный способ хорошо себя зарекомендовал при пайке медных труб с тонкой стенкой. Кстати, для бытовых нужд применяется в основном тонкостенный прокат.

Да, шовные соединения после капиллярной (холодной) пайки испытывают недостаток прочностных характеристик. Данный метод пайки медных труб не используется при создании газопроводных коммуникаций.
Дополнительно холодную пайку не используют и в том случае, когда коммуникации предназначены для транспортировки или циркуляции жидкости с температурой свыше 130 С.
Но несмотря на имеющиеся недостатки холодный метод пайки активно используется при установке труб в жилищных, административных и даже коммерческих объектах. Низкотемпературная пайка имеет допуск на использование в тех местах, где есть риск воспламенения находящихся рядом предметов.
Чем паять трубы из меди.
Что потребуется для пайки медных труб
При установке трубопроводных коммуникаций из меди мастеру будет сложно обойтись без следующего инвентаря:
- Газовая горелка – речь идет о компактных баллончиках с насадкой-резаком. Горелка должна обеспечивать тонкое направленное пламя длиной 50-100 (мм). Разумеется, можно обойтись и полоноразмерным газовым резаком, если он есть в наличии. Но резак достаточно опасно использовать на территории жилищных объектов.
Для работы с медными трубами существует специальный паяльник. Но специализированный нагреватель сможет себе позволить лишь специалист по установке медных коммуникаций, который занимается этим делом на коммерческой основе.
- Труборез – приспособление для порезки труб. Главным преимуществом трубореза перед ножовкой или болгаркой является возможность получения аккуратной кромки. При этом срез получается цилиндрической формы, без появления конуса и овала.
Конечно, при обработке труборезом тонкостенных коммуникаций срез может получаться не цилиндрическим, а овальным. Чтобы предотвратить деформацию торцевой части трубы, рекомендуется использовать специальные вставки. Этот же совет применим и к другим методам порезки труб.
Многие мастера при порезке медных труб отдают предпочтение ножовке по металлу. Помимо деформации торца в этом случае на стенках останутся заусенцы, которые впоследствии нужно будет аккуратно убирать.
Работа с медными трубами является деликатной. Даже мелкие заусенцы на торце коммуникаций могут стать препятствием для качественной пайки соединений.
- Наждак – перед нагревом труб и нанесением флюса контактные поверхности нужно зачистить от оксидной пленки. Если этого не сделать, то существенно снизится адгезия припоя.
Некоторые мастера используют вместо наждака щетку для зачистки металла. Для медных труб подходит лишь щетка с мягким металлическим ворсом. Такие щетки в народе называют «ведьмой».
- Расширитель труб – данный инструмент применим лишь к медным трубам с толщиной стенки не выше среднего. Благодаря расширителю появляется возможность увеличить диаметр торцевой части. В данном случае можно вставляются трубки одна в одну.
Для качественной пайки медных труб величина зазора между диаметрами торцевых частей соединения должна находиться в пределах 0,1-0,4 (мм). Это достаточно плотная посадка, которая при этом пропустит внутрь расплавленный припой.
Под действием флюса расплавленный припой становится неимоверно текучим.
Если не пользоваться расширителем и не увеличивать диаметр торца, то коммуникации придется соединять фитингом (штуфера, муфты, уголки, тройники и пр.). Негативным моментом использования фитинга является то, что пайку придется осуществлять с двух сторон для каждого соединения. Это лишняя трата сил и времени.
Дополнительно фитинги не растут на деревьях, их нужно покупать. Ударить по карману может приобретение медного фитинга. Если же работать с разнородными материалами, медь плюс нихром, есть вероятность, что в один прекрасный день какое-то из соединений даст течь.
Что еще нужно знать о том, как паять медные трубы.
Чем паять трубы из меди, разновидности припоев и флюса
Припой и флюс выбираются в зависимости от метода пайки. Для соединения медных коммуникаций холодным методом следует применять мягкие виды припоя (свинец или олово) и специальный флюс, предназначенный для нагрева до 450 С.
Низкотемпературный флюс желательно брать с наличием порошка в консистенции. Порошок является индикатором, который плавится при достижении нужной температуры нагрева.
Если медные коммуникации соединяются горячим способом, в этом случае следует применять твердые виды припоя. Для таких труб хорошо подходят припои на основе меди и серебра.
Обычно флюс для пайки медных труб фасуется в специальные баночки с кисточкой на крышке. Такой флюс очень удобно дозировать, его просто и безопасно хранить. Наличие кисточки позволяет наносить флюс точно и быстро. Это очень важно, если мастер рассчитывает получить соединения высокого качества.
Припои для горячей пайки чаще всего представлены стержнями диаметром 2-3 (мм). Касательно холодного метода пайки, в этом случае обычно используется тонкая проволока на основе припоя.
Использование припоя для пайки алюминия, меди, стали
[Припой для проведения пайки алюминия] используется не только в промышленности, но и в домашних условиях. Можно провести пайку мягким, твердым припоем в зависимости от вида металла.
Считается, что алюминий сложно паять. Если для пайки применять обычные припои, флюсы, которые используют для соединения нержавейки, латуни, меди, стали, то могут возникнуть сложности.
Причиной является образование оксидной пленки, которая отличается высокой стойкостью, тугоплавкостью. Она не дает возможности смачивания поверхности припоем, основной металл не растворится в нем.

После того как поверхность алюминия будет зачищена изделием из нержавейки, на ней появится оксидная пленка.
Перед пайкой ее обязательно нужно удалять, так как затрудняется процесс.
Не все знают, как это сделать в домашних условиях. Есть специальные составы, которые изготавливают для соединения алюминия.
Применяя их, сложности в пайке алюминия не будет.
Чем паять алюминий и его сплавы?
Чтобы пайка алюминия осуществлялась на качественном уровне, следует применять припои, в состав которых входит кремний, алюминий, серебро, медь, цинк.
В продаже можно найти состав, в котором различное соотношение данных составляющих.
При выборе припоя следует учесть, что наибольшую стойкость к коррозии, прочность имеет то соединение, которое паяли с помощью припоя с высоким содержанием цинка.
Чем больше его в составе, тем выше показатели.
Припои на основе олова и свинца применять для пайки алюминия можно.
При этом стоит хорошо подготовить поверхность материала, качественно зачистить щеткой из нержавейки и приобрести высокоактивные флюсы.
Все же специалисты не рекомендуют применять такой припой — алюминий в нем плохо растворяется.
Кроме этого, соединение будет подвержено коррозии, оно нуждается в покрытии лакокрасочными составами.
Припои, которые применяются для пайки алюминия, являются высокотемпературными. Подходящими для работы можно считать алюминиево-кремниевый, алюминиево-медно-кремниевый состав.
Припой из серебра
Для пайки чистое серебро не используют. Чаще всего для соединения латуни используют сплавы, в состав которых кроме серебра входит цинк, кадмий, никель, другие металлы.
Медь с серебром хорошо расплавляется, шов, который остается от плавки, отличается высокой прочностью.
Если в составе припоя серебра 10%, то его можно использовать для соединения деталей из стали.
Латунные и другие поверхности имеют после спаивания аккуратный, чистый шов.
Флюсы
Выбирая флюсы, стоит оценивать их характеристики. Не все из них проявляют активность по отношению к алюминию, особенно, если применяются припои, состав которых содержит олово и свинец, составы с серебром.
При покупке стоит приобрести флюсы, которые так и называются «Для пайки алюминия».
Также можно купить флюс: виды 34А, Ф61А, Ф59А (высокотемпературный), а можно проконсультироваться с продавцом.
Канифоль
Что делать, если под рукой отсутствует припой, флюс, предназначенный для работы с алюминием. Можно воспользоваться припоями, куда в состав входят олово, свинец.
При этом оксидную пленку нужно будет разрушать канифолью. Таким образом, новая пленка не будет образовываться при нанесении на поверхности канифоли.
Если образуется немного пленки, то ее необходимо потереть специальным скребком из нержавейки. Можно добавить немного металлических опилок.
Производя трение по поверхности элементами из нержавейки, пленка будет разрушаться. Канифоль защитит от воздействия алюминия с воздухом.
Вместе с этим, происходит воздействие припоем. Такой метод специалисты рекомендуют применять в крайнем случае.
Если есть возможность, лучше приобрести флюс, припой, изготовленный для работы с поверхностями из алюминия, его сплава.
Как подготовить детали к пайке?
Перед тем, как приступать к пайке своими руками, часть детали необходимо соответствующим образом подготовить. Поверхность материала следует обезжирить.
Для этого можно использовать бензин, ацетон, любой другой растворитель. Чтобы удалить оксидную пленку, нужно применить физическое воздействие.
Для этого можно использовать различные материалы: сетку из нержавейки, щетку, абразивные круги.
Для удаления оксидной пленки можно использовать кислоты, такой способ достаточно трудоемкий, чтобы использовать его в домашних условиях.
После обработки поверхности металла, применяя изделие из нержавейки, старая пленка удалится, но на ее месте образуется новая.
Она будет более слабая, тонкая. Флюс растворит ее намного быстрее, чем ту, что сняли предварительно. Поверхность из латуни, меди, стали зачищать намного легче.
Прежде чем припаять одну деталь к другой, стоит их нагреть. Если предметы из стали отличаются большими размерами, для нагрева следует использовать паяльную лампу или специальные газовые горелки.
Нагревая помощью горелки, нужно быть осторожным и все время следить за работой горелки. Основной материал перегреться не должен, так как расплавится и потеряет свою форму.
Необходим постоянный контроль температуры горелки. Для этого стержень припоя нужно кратковременно прикладывать к поверхности. Когда температура достигнет рабочей, припой расплавится.
Стоит обращать внимание на пламя горелки, которым нагреваются детали.
Газовые составы смеси для горелки должны быть сбалансированными и не иметь недостатка/переизбытка кислорода.
Если кислорода будет больше нормы, то поверхность металла будет окисляться. Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди.
Во время работы с маленькими деталями горелки не применяют, обычно пользуются паяльниками, работающими от электросети.
Если необходимо соединить несколько компонентов, применяется пайка волной припоя. На видео показано, как работать с мягкими, твердыми припоями.
Технология работы припоем алюминия, его сплавов
Детали необходимо очистить от пыли, жира, грязи и установить в то положение, в котором они будут подвергаться пайке. В место, где будет осуществляться пайка, нужно нанести флюс.
Место с флюсом нагревается. Для этого стержнем нужно прикоснуться к поверхности. Важно не перегреть место соединения, так как металл будет плавиться.
При работе с припоем без флюса стоит знать особенность: оксидную пленку на поверхности нужно разрушить, так как припой не сможет проникнуть через нее.
Разрушать ее можно с помощью нержавейки или прутком из стали, для этого нужно произвести чиркающие действия по поверхности. В результате оксидная пленка теряет целостность.
Если поверхность большая, то разрушить пленку поможет щетка из стали. Ею нужно водить по поверхности, затем соединить детали между собой.
Проблема работы алюминия — оксидная пленка образовывается мгновенно после того, как ее счистят. Она является инертной и расплавленным металлом смачивается с трудом.
Что же делать, чтобы такую пленку снять и прочно запаять деталь? Можно очищать поверхность, налив на нее слой масла. Металл в этом случае не будет контактировать с воздухом, соответственно пленка не сможет образоваться.
Вода не должна входить в состав масла. Для этого его хорошо прогревают до температуры 180-200 градусов. Специалисты рекомендуют применять вакуумные, минеральные масла.
Есть еще способ снять оксидную пленку. Покрыть поверхность канифолью. Она, как и масло, будет препятствовать попаданию воздуха на металл.
Опилками из стали или щеткой из нержавейки нужно проводить чиркающие движения по алюминию, пленка утратит свою прочность.
Лучший метод удалить оксидную пленку своими руками — применить механические действия элементами из стали плюс воздействие активным флюсом.
Применяя пайку, можно восстановить предметы из алюминия любой конструкции, величины, сложности. Такой метод ремонта используется не только для предметов, используемых в быту.
К автомобилям, мотоциклам, прочей технике предъявляются повышенные требования прочности. Их также ремонтируют путем пайки.
Иногда такой способ соединения деталей является предпочтительнее, чем сварочные работы. Ведь он не деформирует металл, не меняет его состав.
При помощи спаивания можно отремонтировать кондиционеры, насосы.
В домашних условиях можно отреставрировать алюминиевый желоб водостока, сайдинг, лестницу, посуду. После ремонта сплав окажется очень прочным.
Как паять сплавы алюминия?
Сплавы алюминия своими руками можно спаять, если купить припой и флюс марки 34А.
Проще всего запаять авиаль, сплав Амц. А вот литейные сплавы, дуралюмин, АК4, В95 паять очень сложно, так как у них низкая температура плавления.
Если возникла необходимость запаять какую-либо деталь из таких сплавов, действовать нужно крайне осторожно.
В противном случае можно получить пережог. Потеря прочности сплава составит при этом около 30 процентов в том месте, где производилась пайка. Иногда металл полностью плавится.
Сплавы дуралюмин, В95 при нагреве могут деформироваться, поэтому прогревать их с помощью горелки нельзя.
Мелкие изделия можно нагреть в специальной печи, так будет удобнее контролировать температуру.
Чтобы снять с поверхности сплава оксидную пленку нужно обработать ее флюсом, у которого активность повышенная. Широко известны такие марки — флюс 34А, НИТИ-18.
Их чаще всего применяют при работе с алюминиевыми сплавами. Важно знать, что флюс марки 34А может привести к сильной коррозии металла.
Чтобы этого не допустить, после проведения спаивания деталей, флюс, который остался на поверхности, нужно убрать.
Для этого необходимо провести ряд действий:
- изделие нужно помыть водой около 20 минут, применяя щетку. Вода должна быть горячей — примерно 80 градусов;
- около получаса промыть изделие в холодной воде;
- сделать раствор хромового ангидрида и обработать в нем изделие;
- после обработки поверхность должна просохнуть при высокой температуре около 25-30 минут.
Припои для других металлов
Если изделия, трубы состоят из меди, то специалисты не рекомендуют использовать сварочные работы.
В этом случае рекомендуется пайка медных труб твердым припоем, виды которых можно купить в любом специализированном магазине.
В отличие от алюминия, в припой для пайки медных труб может входить серебро, а также медно-фосфорный состав.
Спайка изделий из этого металла может осуществляться твердым, мягким припоем. Припой для пайки меди можете увидеть на видео ниже.
Пайка твердыми припоями с серебром требует наличия специального оборудования — газовой горелки.
Популярностью пользуются припои с содержанием серебра. В составе припоя может находиться до 55 процентов этого металла.
Среди особенностей такого припоя можно отметить низкую температуру, при которой плавится металл. Серебро в составе вещества хорошо смачивает поверхности металла.
Серебро способствует хорошему заполнению щелей, которые образовываются между соединяемыми поверхностями. При использовании такого припоя образуются плотно-вакуумные швы.
Пайка меди твердым припоем отличается от пайки мягким. Применяя твердый припой, необходимо создать условия, при которых пайка волной припоя происходит при температуре, которая выше 420-425 градусов.
Стоит помнить, что при этом температура не должна превышать температуру, при которой соединяемые металлы плавятся.
Пайка, где используется мягкий припой для медных труб, должна происходить при температуре, которая составляет менее 425 градусов.
Флюс с составом серебра, который при этом используется, не дает возможности оксидной пленки образовываться.
Сплав меди и цинка называется латунный сплав. При пайке латуни есть свои особенности. Когда происходит термическое воздействие на латунный элемент, сплав выделяет цинк.
При этом образовывается пленка из оксида меди, цинка. Удалить ее довольно сложно. Флюсы и припой при этом выбираются в зависимости от того, какой состав имеет сплав.
Серебряный припой, флюсы применяются для латуни, в составе которых есть медь. Если латунь включает в себя больше цинка, то серебряный припой должен быть ПСр40 и выше.
Когда поверхность латуни соединяется с серебряными припоями, то латунный слой может сильно расплавиться, поэтому следует контролировать нагрев металла и время всего процесса.
Как в домашних условиях провести пайку меди?
Изделия из меди встречаются в разных отраслях. Из этого цветного металла изготавливаются трубы, радиодетали, трубы отопления. Чтобы починить механизм, в котором присутствуют детали из этого металла, нужно знать, как осуществляется пайка меди. Для этого применяется разные технологические процессы и инструменты.
 Пайка меди
Пайка меди
Какие инструменты и материалы нужны
На промышленном производстве применяются различные технологии соединения медных деталей. Однако это процедуру можно выполнить в домашних условиях. Для этого нужно заранее подготовить инструменты и оборудование:
- флюс;
- набор кистей, металлическая щётка;
- припой;
- ручной или автоматический аппарат для разрезания труб;
- паяльник, газовая горелка.
Мощность оборудования подбирается в зависимости от температуры плавления расходных материалов.
Виды расходных материалов
Флюс необходим для защиты места соединения деталей от образования оксидной плёнки. Дополнительно к этому флюс помогает припою растекаться по месту будущего шва. В качестве припоя, чаще всего, используется олово, поскольку он имеет низкую температуру плавления.
Хорошим соединительным материалом для пайки является серебро, но оно имеет высокую стоимость. Из-за этого мастера разбавляются его с оловом, небольшим количеством меди. Среди используемых припоев выделяют два вида материалов: мягкие и твердые составы.
Мягкие
Такие расходные материалы используются для соединения водопроводов. При этом диаметр труб, которые нужно соединить может достигать 10 см. Пайка меди мягким припоем применяется в тех случаях, когда соединённые детали не будут нагреваться выше 130 градусов по Цельсию. К мягким расходным материалам относятся:
- сплавы свинца и олова;
- соединения с малым процентным содержанием олова;
- специальные составы.
По мнению покупателей, самым популярным считается сплав олова и меди. Он отлично подходит для соединения медных изделий. Кроме того, он экономично расходуется.
Твердые
Пайка меди твердыми составами возможна, если необходимо сделать прочный шов, который будет выдерживать воздействия факторов окружающей среды. К ним относятся:
- сплав меди и цинка;
- однородная медь;
- соединение меди и фосфора.
Существует два типа твердых составов: тугоплавкие и легкоплавкие. Чтобы сделать крепкое соединение, рекомендуется использовать многокомпонентный состав.
Виды пайки
Пайку меди в домашних условиях можно проводить по разным технологиям. Для каждого из способа проведения работ необходимы разные расходные материалы и инструмент. Существует несколько технологий пайки медных изделий. О каждой из них стоит поговорить подробнее.
Твердым припоем
Пайка меди твердым припоем — популярный способ соединения деталей. Чтобы осуществить процедуру, потребуется электропаяльник или газовая горелка. При проведении работ нужно учитывать определённые особенности:
- При этом виде пайки использование припоя обязательно. Даже если нужно паять медную проволоку.
- В качестве расходного материала желательно использовать олово или никель.
В первую очередь расплавляется расходный материал. После этого он наносится на место соединения. Выжидается время до полного остывания припоя.
 Пайка меди твердым припоем
Пайка меди твердым припоем
В печах
Печи используют на больших предприятиях и заводах. Они позволяют добиться равномерного разогрева соединяемых деталей. Благодаря этому сокращается количество некачественных швов. Применение припоя обязательно.
Флюсовая
При использовании флюса для соединения медных деталей образуются излишки расходного материала, от которых возникает коррозия. Из-за этого шов быстро приходит в негодность. Надёжность соединения зависит от качества припоя.
Вакуумная
Процедура вакуумной пайки проводится не только при соединении медных деталей, но и при обработке изделий из других металлов. Для проведения рабочего процесса используются промышленные печи и специальные контейнеры. В ходе работы используются мягкие типы расходных материалов.
Низкотемпературная
В первую очередь медленно разогревается припой. Быстро увеличивать температуру паяльника нельзя. Нужно дождаться пока низкотемпературный припой расплавится и в этот момент убрать паяльник. Состав должен самостоятельно заполнить пустоты между деталями и скрепить их.
 Низкотемпературная пайка меди
Низкотемпературная пайка меди
Высокотемпературная
Если нужно получить соединение устойчивое к воздействию высоких температур, применяется пайка высокотемпературного типа. Чтобы скрепить между собой отдельные детали, они разогреваются до 700 градусов по Цельсию. При этом применяется не обычный паяльник, а газопламенный нагреватель.
Ошибки при пайке своими руками
Существует ряд популярных ошибок, из-за которых человек не может сделать качественный шов:
- Плохая подготовка соединяемых поверхностей. На них должна отсутствовать грязь, мусор, пыль, ржавчина, краска.
- Мастера часто не проверяют изделия на наличие дефектов.
- Перегрев обрабатываемых поверхностей. Флюс сгорает и появляются окалины, оксидная плёнка.
- Слабый разогрев соединяемых поверхностей. Низкая температура не позволяет полноценно расплавить припой, соединить детали между собой.
Пайку нужно проводить аккуратно. В первые разы лучше потренироваться на ненужных деталях. Со временем получится определять оптимальную температуру для спаивания металлов, сплавов.
Техника безопасности
При проведении пайки нельзя не забывать про технику безопасности:
- Надевать защитные перчатки.
- Трогать скреплённые детали можно только после их остывания.
- Помещение, в котором проводятся работы, должно хорошо проветриваться.
При работе с твердыми припоями и кислотами для травления металла нужно надевать защитные очки, респиратор. Они защитят слизистую оболочку глаз и дыхательные пути от токсичных испарений. Перед началом работы необходимо проверять работоспособность используемого оборудования. Для удерживания скрепляемых деталей используются тиски или струбцины.
Пайка меди осуществляется по разным технологиям. Одни проводятся в домашних условиях, другие подходят только для производства. Зная характеристики материала и используя рекомендованное оборудование можно добиться надёжного соединения деталей. Чтобы защитить свой организм, нужно соблюдать технику безопасности.