Ремонт сварочного инвертора своими руками

За пару последних десятилетий имели место серьезные изменения в области развития сварочных технологий. Наиболее популярным оборудованием стал инвертор – технологичный и современный аппарат, который по сравнению с классическими сварками обладает массой достоинств. Помимо более совершенных технических решений от трансформаторов и выпрямителей он выгодно отличается и по стоимости.
В центре технического решения стоит микросхема. Именно эти небольшие элементы дали производителям возможность напичкать оборудование обширным функционалом, кардинально уменьшить вес и размеры установки. Но есть и обратная сторона медали. Она заключается в том, что технически более сложные приборы чаще выходят из строя. Итак, основные неисправности и ремонт инверторных сварочных аппаратов своими руками.
- Основные неисправности сварочного инвертора
- Сварочный инвертор искрит, но не варит
- Почему сварочный аппарат включается, но не варит
- Перегрев
- Сварочный инвертор не включается/не работает
- Не регулируется ток
- Электрод липнет к металлу
- Диагностика поломок инверторных сварочных аппаратов
- Заключение
Основные неисправности сварочного инвертора
Сварочный инвертор искрит, но не варит
Такая неисправность довольно часто встречается в бюджетных моделях. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Поиск неисправности следует начать из проверки сварочных кабелей. Как показывает практика, в большинстве случаев причина кроется именно в них. Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Также причина может заключаться в электролитических конденсаторах, которые задействованы в схеме преобразователя. Их несложно заменить самостоятельно. Если же нет навыков, то можно обратиться к более опытным знакомым или специалистам. Когда ситуация не улучшилась, то самое время обратить внимание на провода пакетника. Может быть, что они обгорели и требуют замены.

Если и в этом случае не удалось починить сварочный аппарат, то его следует отнести в сервисный центр. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Сварочный аппарат включается, но не варит
Иногда возникает ситуация, когда инвертер включен в сеть, но не генерирует сварочную дугу. Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Перегрев
Когда инвертер перегревается, он начинает варить плохо или же не генерирует дугу вовсе. Такое случается, когда пришлось варить без перерыва более 10 минут. Большинство реализуемых на рынке моделей укомплектованы защитой от перегрева. Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.

Сварочный инвертор не включается/не работает
Проблема возникает не так уж и редко. Оборудование подключены к сети энергоснабжения, но при этом не подает совершенно никаких признаков жизни. Причин этому может быть несколько. Чаще всего виноватой является именно сеть энергоснабжения: напряжения впало ниже минимально допустимого уровня и его недостаточно для инициализации сварочного аппарата. Решить проблему можно путем приобретения стабилизатора напряжения. В дальнейшем сварка подключается через него и работает нормально.
Еще причиной может служить плохое состояние кабеля энергоснабжения, который подает питание от розетки непосредственно на сам аппарат. Следует проверить целостность кабеля и вилки включения. Также не будет лишним снять корпус, который скрывает часть кабеля энергоснабжения, чтобы убедить в целостности этого участка.

Если не помог стабилизатор, а кабель подачи питания в норме, то причиной может быть поломка источника питания инвертера. При такой поломке желательно обращаться в сервисный центр. Большинство пользователей отремонтировать агрегат самостоятельно не смогут, так как для этого нужны специальные знания и навыки.
Не регулируется ток
Переключение ручки регулятора силы тока не дают никакого эффекта. Это свидетельствует, что, вероятнее всего, сломался сам регулятор. Возможно, что требуется только проверить надежность контактов. Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Если регулятор неисправен, то его следует заменить целиком. Если же причина не в нем, то требуется проверка вторичного трансформатора и дросселя. При выявлении неисправности одного из элементов, он подлежит замене.

Электрод липнет к металлу
Современный инвертеры в большинстве своем имеют в арсенале функцию «антизалипание», которая препятствует «склеиванию» расходника и рабочей поверхности. Но далеко не всегда данная функция работает корректно, а то и вовсе не срабатывает из-за неисправности сварочного аппарата.
Основной причиной того, что электрод прилипает к металлу, является неверный выбор настроек, а именно – неправильный режим сварки. Следующая причина может заключаться в низком напряжении сети энергоснабжения. В розничной сети продаются инвертеры, которые будут нормально работать даже при пониженном напряжении. Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Еще одной причиной может стать использование сетевых удлинителей. Бывают ситуации, когда длины кабеля недостаточно для того, чтобы выполнить работы в определенном месте. Выходом из сложившихся обстоятельств является применение специальных сварочных удлинителей. Следует иметь ввиду, что при длине дополнительного кабеля больше сорока метров и сечении проводки не больше 2,5 мм кв. вероятность залипания электрода практически 100%. Это случается из-за снижения сварочного напряжения вследствие использования длинного кабеля м малым диаметром токопроводящих жил.

Залипать электроды могут из-за некачественной подготовки поверхности к работе. Достаточно просто хорошо зачистить металл болгаркой, наждачной бумагой или другим абразивом.
Диагностика поломок инверторных сварочных аппаратов
Дым из корпуса инвертера или едва уловимый запах гари свидетельствует о серьезной неисправности. Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
Когда неисправность не настолько критична, то диагностировать ее можно и самостоятельно. На первом этапе нужно снять корпус и визуально проверить все составляющие аппарата. Иногда на рынок попадают модели с некачественной пайкой или плохо заизолированной проводкой. Для ремонта достаточно будет перепаять некоторые из элементов, чтобы восстановить функциональность оборудования.
Понять, какая именно деталь вышла из строя несложно. Она будет отличаться наличием потемневших участков, иметь трещины или явные признаки короткого замыкания. Выбракованный элемент следует заменить. На каждой детали присутствует маркировка, что позволит безошибочно подобрать аналогичную для замены.

После визуального осмотра, который не помог выявить неполадки, можно перейти к более тщательному анализу. Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Диодные мосты у инвертера выполняют функции выпрямителя. Они находятся на радиаторе. Диодные мосты характеризуются надежностью, но иногда даже они выходят из строя. Чтобы определить исправность данного узла, необходимо выпаять его из общей схемы. Проверка мультиметром даст понимание того, исправен или нет диодный мост.

Если после всех перечисленных манипуляций не удалось найти поломку, то следует обратиться к специалистам. Ремонтировать сварочный аппарат самостоятельно не рекомендуется.
Заключение
В статье перечислены наиболее часто встречающиеся поломки, описан процесс устранения неисправности своими руками. Но только самые простые случаи. Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
Ремонт сварочных инверторов: основные неисправности
Время чтения: 8 минут
За последние 20 лет инверторная сварка стала самой популярной сварочной технологией из всех существующих. Это не удивительно, ведь в продаже можно найти недорогие модели инверторов, которые, тем не менее, способны обучить вас азам сварки. Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.

Микросхемы — сердце любого инвертора. Именно благодаря микросхемам производители смогли внедрить в сварочный аппарат множество новых функций, а также существенно уменьшить его габариты и вес. Но мы все прекрасно знаем, что чем сложнее прибор, тем чаще он выходит из строя. В этой статье мы перечислим основные неисправности сварочных инверторов и подскажем, как можно отремонтировать сварочный аппарат самостоятельно.
Часто встречающиеся поломки
Инвертор искрит
Одна из самых часто встречающихся неисправностей в бюджетном инверторе. Зачастую при таких обстоятельствах аппарат искрит но не варит. Т.е., дуга поджигается на долю секунды, а затем снова гаснет. Причин возникновения этой поломки может быть много. Но, обо всем по порядку.
Начните с тщательного осмотра сварочных кабелей, используемых вами при сварке. Зачастую проблема именно в них. Даже если вы не увидели заметных дефектов, подключите другие (желательно новые) кабели к держаку и массе, и попробуйте снова зажечь дугу. Также проверьте надежность всех разъемов.

Если инвертор продолжает искрить, то возможно проблема кроется в электролитических конденсаторах в преобразователе. Замените их, если обладаете достаточными навыками. Если и это не помогло то посмотрите на провода на пакетнике. Возможно, они обгорели и нуждаются в замене.
В случае неудачи лучше отнесите аппарат в сервисный центр. Потому что может быть десяток причин возникновения этой неполадки. В сервисном центре вам проведут полную диагностику и смогут узнать истинную причину.
Инвертор не варит
Инверторный сварочный аппарат может быть включен, все световые индикаторы могут быть в норме, но при этом сварка не осуществляется. Самая частая причина такой поломки — это перегрев аппарата. О том как устранить перегрев мы рассказываем далее.
Также проверьте состояние сварочных кабелей, они могут быть повреждены или просто нуждаться в замене. Подключите новые сварочные кабели и попробуйте заново проверить работоспособность аппарата.
Инвертор перегревается
Одна из основных причин, почему плохо варит сварочный аппарат или не варит вовсе. Если вы без перерыва варите более 10 минут, аппарат может перегреться. Многие инверторы оснащены защитой от перегрева, но порой она не срабатывает. Тогда инвертор просто прекращает свою работу, при этом остается включенным.
Проблема решается очень просто. Прекратите сварочные работы на полчаса. Оставьте инвертор отдыхать. Через полчаса он придет в норму и вы сможете продолжить работу.
Инвертор не работает, не включается
Еще одна из самых часто встречающихся проблем. Вы включаете аппарат в розетку, а он не подает признаков жизни. Причин может быть несколько. Обычно все дело в напряжении вашей электросети. Его может быть недостаточно для включения сварочного аппарата. Если вы варите на даче, то вероятность низкого напряжения на выходе очень высока. Проблема решается путем покупки стабилизатора напряжения и подключения его к аппарату.

Еще одна причина — неполадки с сетевым кабелем, с помощью которого аппарат подключается к розетке. Проверьте целостность кабеля и вилки. Можете снять корпус аппарата и посмотреть, все ли в порядке с остальной частью сетевого кабеля, скрытой от глаз.
Если с кабелем все хорошо, а стабилизатор не помог, то вероятно причина неисправности в источнике питания самого инвертора. В таком случае рекомендуем обратиться в сервисный центр. Велика вероятность, что вы не сможете отремонтировать сварочный инвертор дома без посторонней помощи.
Не регулируется ток
Вы крутите регулятор силы тока, но ничего не происходит. Скорее всего, проблема кроется в самом регуляторе. Нужно заменить либо регулятор, либо проверить надежность его соединения с проводами. Снимите корпус аппарата и тщательно все проверьте. Воспользуйтесь мультиметром, чтобы выполнить диагностику регулятора.

Если регулятор исправен, но ток не регулируется, то причина может быть в замыкании дросселя или неисправности вторичного трансформатора. Замените эти компоненты или отдайте аппарат специалисту. Он знает, что с этим делать.
Электрод прилипает к металлу
Многие современные инверторы оснащены функцией «антизалипание», которая предотвращает прилипание электрода к металлу. Но порой эта функция работает некорректно либо вовсе не срабатывает из-за других поломок аппарата.
Первая причина прилипания электрода к металлу — неверно выбранный режим сварки. О том, как настроить режим сварки мы подробно рассказывали в этой статье.
Вторая причина — все то же низкое напряжение вашей электросети. Существуют инверторы способные работать и при пониженном напряжении. Но в некоторых местах напряжение настолько низкое, что даже такие аппараты не справляются с работой. Проблема решается покупкой стабилизатора напряжения.

Третья причина — применение сварочных удлинителей. Иногда длины сварочного кабеля просто недостаточно для выполнения сварочных работ. В таком случае можно воспользоваться специальным удлинителем. Но учтите, что если его длина превышает 40 метров, а сечение составляет менее 2.5 мм2, то велика вероятность снижения напряжения при сварке. А вслед за этим и прилипание электрода к металлу.
Четвертая причина — некачественная подготовка детали перед сваркой. Например, вы варите металл с окисной пленкой на поверхности, но недостаточно тщательно зачистили деталь перед выполнением работ. В итоге пленка образовалась снова и ухудшила контакт электрода с металлом, вызвав прилипание
Диагностика неисправностей
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке. Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками. Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
Вместо заключения
Теперь вы знаете, как отремонтировать сварочные аппараты своими руками. Мы перечислили наиболее часто встречающиеся поломки, которые можно устранить своими силами в домашним условиях. Если вы столкнулись с более серьезной проблемой, то рекомендуем отнести аппарат в сервисный центр. Там специалисты проведут полную диагностику вашего аппарата и смогут выявить истинные причины возникновения поломок.
Также соблюдайте технику безопасности, выполняя ремонт инверторных сварочных аппаратов своими руками. Помните, что инвертор — это сложный электроприбор, который при неумелом использовании может быть опасен для вашего здоровья. Если вы купили инвертор менее чем за 50$, то подумайте, насколько целесообразен ремонт сварочного аппарата инверторного типа. Возможно, проще купить новый сварочный аппарат. Желаем удачи в работе!
Почему залипает электрод и как этого избежать
Рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.

Залипание электрода на поверхности металла — довольно частое и неудобное явление. Чаще всего такая проблема возникает у начинающего сварщика. Если электрод прилип, его довольно трудно оторвать, вследствие замыкания обсыпается обмазка, а для бытовой сети это чревато перегрузкой.
В этом материале мы рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.
Причины залипания электрода
Чаще всего такое явление возникает при пользовании трансформаторными сварочными аппаратами, которые имеют менее точную настройку режимов.
В современных инверторах часто есть дополнительная функция антиприлипания. Принцип ее действия построен на импульсном увеличении силы тока во время тычка электродом в металл. Как следствие, дуга не гаснет, а замыкание не происходит.
Однако бывает, что залипает электрод при сварке инверторами с функцией антиприлипания. Это не обязательно брак от производителя аппарата, причины более простые.
Сырые электроды
Сам электрод состоит из металлического стержня и обмазки. Покрытие, в свою очередь, изготавливается из мелкого порошка. Эта обмазка подвержена воздействию атмосферной влаги. Даже если помещение имеет умеренную влажность, то со временем электроды все равно отсыревают.
Производители обычно дополнительно закрывают упаковку с расходниками в полиэтилен. В такой таре они прекрасно могут храниться продолжительное время. Но нарушение целостности упаковки приведет к постепенному накоплению влаги в обмазке.
Отсыревшие электроды будут постоянно залипать во время поджога дуги.
Низкое качество электродов

Для сварки черновой стали, нержавейки или алюминия нужно использовать виды расходников, предназначенные для работы с данным материалом.
Также залипание часто возникает, если использовать электроды неизвестного происхождения и сомнительных производителей. Есть масса дешевых расходников, которые изготавливаются с несоответствующих материалов. А состав их стержней и обмазки может производиться с несоблюдением требований.
Неправильные настройки аппарата
Это также довольно частая причина прилипания во время поджигания дуги. В начале сварочного процесса нужно точно оценить толщину металла, который будет вариться, выбрать соответствующий диаметр расходника и выставить определенную мощность.
Низкая сила тока не способствует поджиганию дуги, а лишь слегка расплавляет кончик стержня, который и прилипает к поверхности.
Неочищенный металл и неправильный поджог дуги
Часто, при отсутствии опыта, залипание возникает вследствие неправильного поджога дуги. Постукивая кончиком стержня по заготовке, электрод задерживается на поверхности слишком долго. Возникает замыкание, металл в этой точке быстро разогревается и припаивает стержень к поверхности.
Для начинающих сварщиков лучше всего учится поджигать дугу не постукиванием, а чирканьем стержня расходника по поверхности.
Это главные причины возникновения залипания во время сварочных работ. Как их можно избежать?
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготовка электродов
С нарушением герметичности, по истечении 8-10 часов, потребуется дополнительная просушка обмазки.
Процент допустимой влажности в обмазке указан на упаковке. Конечно, в бытовых условиях не получиться его измерить. Но, перед началом сварочных работ, пролежавшие некоторое время расходные материалы нужно прокалить в печи.

Для прокалки расходников используют специальные электропечи, которые позволяют прогреть стержни в температурном диапазоне от 100 до 400 градусов.
До какого предела нужно нагревать зависит от типа. Разные по маркировке электроды имеют различные пределы нагрева.
Учитывая этот фактор, нельзя использовать для прокалки обычную пламенную печь. Огонь не обеспечит нужную температуру и равномерность прогревания.
При этом допускается не более трех нагревов. Если больше, то такие расходники становятся непригодными для работы.
Перед прокалыванием электроды должны быть сухими!
После просушки их можно использовать по назначению.
Настройки оборудования
Основные параметры, которые нужно соблюдать, указаны в таблице. Но это только приблизительные данные, более точные выставляют в процессе сварки.

Подготовка и поджог дуги Более опытные сварщики уже знают возможности своего аппарата и выставляют настройки в соответствии с требованиями. Если у Вас опыта мало, отрегулировать режим можно опытным путем. Начиная с низкой мощности и увеличивая силу тока по мере необходимости.
Металл нужно очистить от различных видов загрязнения. В месте, где будет установлен держатель массы, нужно сделать тщательную зачистку (особенно стоит удалить краску и слой ржавчины).
Начинающему сварщику лучше тренировать этот навык чирканьем. Технологически такой процесс похож на зажигание спички, конец стержня плавным движением проводят по поверхности детали.
После этого нужно вести шов в требуемом направлении.
С соблюдением всех этих правил Вы сможете обойти такое явление, как прилипание электрода к металлу.
Если у Вас есть опыт по данной тематике, поделитесь им в обсуждениях к этому материалу
Почему прилипает электрод при сварке инвертором: причины и пути решения
Достаточно часто начинающие сварщики сталкиваются с проблемой залипания электрода. В данном обзоре мы рассмотрим причины прилипания электрода во время сварки и найдем простые решения этой проблемы. В дальнейшем вы сможете избегать подобной неприятности и сведете к минимуму затраты сил и времени для сварки.

Покрытия электродов: какие бывают
Для понимания проблемы, почему расходник прилипает, нужно рассмотреть типы покрытий электродов. Чаще всего на рынке встречаются изделия с рутиловым и основным покрытием. На практике разница в использовании этих обработок существенная.
Основное покрытие применяется для создания ровного шва. Электроды с основным покрытием способны гарантировать создание прочного шва, который будет стойким к коррозии, различным нагрузкам. Даже если готовое металлическое изделие нужно будет эксплуатировать при низких температурах, это будет доступно с созданием шва электродом с основным покрытием. Перед использованием проводника рекомендовано прокалывание. Не забывайте о зачистке металлического основания и устранении грязи.
Проводники с рутиловым покрытием чаще используются новичками, поскольку ими просто варить. С их помощью реально создавать прочные соединения даже на загрязненном основании. Если есть возможность очистить металл, выполните это, но даже в противном случае можно будет сделать надежное соединение.
Рутиловые расходники предназначены для сварки постоянным или переменным током. В работе образуется мало грязи, поэтому они популярны в кругах сварщиков. При выборе типа покрытия важно определиться с параметрами будущего шва. Например, к характеристикам относят допустимую силу разрыва, предельную текучесть, показатели вязкости и другие параметры.
ТОП-5 причин, почему прилипает электрод при сварке
Эксперты выделяют ряд основных причин, которые приводят к прилипанию электрода:
- Нарушение условий эксплуатации и хранения электродов. Нельзя допускать повышение влажности электрода. Поскольку они обработаны специальной обмазкой, при воздействии влаги электроды способны потерять свои свойства. Именно поэтому нельзя оставлять их без упаковки и допускать проникновение влаги. В результате нарушение правил хранения приводит к залипанию.
- Ошибки производства или плохое качество. Если в процесс изготовления были нарушены какие-либо правила, это может привести к деформации и низкому качеству изделия. Избегайте кустарных производителей. Не стоит гнаться за низкой ценой в ущерб качеству, от которого зависит не только благополучие процесса сварки, но и надежность конструкции. Низкокачественные электроды – распространенная причина их прилипания к металлическому основанию.
- Неправильная установка силы тока и других параметров. Если вы неправильно определили диаметр шва, соответственно, и самого электрода, установили недостающую силу тока, это может отразиться на качестве сварочного процесса.
- Загрязненная поверхность деталей. При подготовке к сварке важно помнить о необходимости очистки поверхности материала от ржавчины, грязи и других загрязнений. Если упустить этот момент, есть вероятность низкого контакта электрода и металла. Следовательно, дуга быстро тухнет, и вы не можете добиться желаемого соединения. В итоге, вы начинаете поджигать электрод по несколько раз, что приводит к залипанию наконечника.
- Неправильное поджигание. Типичная ошибка среди новичков. Вы можете слишком долго удерживать кончик электрода у металлической детали. В результате образовываются высокие температуры, которые практически припаивают электрод.
Какие электроды использовать, чтобы избежать прилипания
Если вы хотите избежать прилипания электрода при сварке инвертором, рассмотрим базовые рекомендации специалистов. Главное правило – электроды должны быть для работы с постоянным током.
Если вы не хотите допустить прилипания электрода, не экономьте на расходных материалах. Выбирайте проверенных производителей, продукцию которых вы уже тестировали. Электрлды должны соответствовать ГОСТу или другим международным стандартам, демонстрируя высокое качество и долговечность.
Если вы хотите научиться правильно пользоваться сварочным инвертором, изучите технологию поджигания и удерживания дуги. Теоретическая база поможет вам избежать типичных ошибок, которые приводят к созданию некрасивого шва неправильного диаметра.
Неправильное хранение и почему прилипает электрод при сварке
Каждый сварщик должен соблюдать правила хранения электродов. Они обозначены производителем на упаковке. Главные требования – температура и влажность. Что касается крупных поставщиков, они чаще всего выполняют эти требования. Кустарные реализаторы не сильно акцентируют на этом внимание, поэтому уже в продажу электроды могут поступить негодными.
Электроды должны быть доступными к использованию в соответствии со сроком годности. В противном случае обсыпается поверхностная смазка. Чаще всего страдает наконечник, который отвечает за качество сварки. Такие электроды обязательно залипнут. Важно знать, что после вскрытия упаковки по истечению 8-10 часов рекомендовано дополнительно просушить расходник. Это снизит риски негативного воздействия повышенной влажности. При просушке влага испаряется, и электроды восстанавливают свои свойства.
Почему при сварке инвертором может залипать некачественный электрод?
В поиске причины прилипания электрода вы можете перебрать все варианты. Но, достаточно часто сварщики сталкиваются с элементарным некачественным расходником. Даже если вы правильно установите режим сварке, выполните все условия хранения, низкокачественные электроды будут прилипать. Исправить это невозможно, поэтому при выборе расходного материала уделите должное внимание выбору производителя.
На рынке могут предлагать подделки под именем брендов. Единственный способ предотвратить покупку таких электродов – проверка документации. Если вы покупаете изделия для создания прочных швов в конструкциях, за целостность и безопасность которых несете ответственность, обязательно проверяйте соответствие ГОСТу.
Чтобы убедиться, что на наконечнике присутствует смазка, можно бросить плашмя электрод с высоты около 2-х метров. Если виден скол обмазки, это свидетельствует о низком качестве. Такие электроды не стоит применять при сварке инвертором.
Отсыревшие электроды – еще одна преграда для создания прочного шва. Высокая влажность нарушает стабильность соединения. Поскольку дуга получается короткой, вам придется прижимать проводник к металлическому основанию. Следовательно, произойдет прилипание электрода. А со временем на поверхности шва образуются трещины.
Прилипание электродов и обзор неисправностей сварочного аппарата
Если в ходе сварки электрод при сварке инвертором прилипает, важно понимать, почему это происходит, и как устранить неисправности. Если сварочный аппарат находится на гарантии, правильнее будет обратиться в сервис обслуживания. Самостоятельно чинить аппарат не специалисты не советуют, поскольку для понимания причины неполадки нужен многолетний опыт в сварке.
Если поломки некритичные, можно попробовать устранить их самостоятельно. Например, кустарные производители могут оборудовать сварочное непрочными проводами, из-за чего сварочное будет работать неисправно, и вы не сможете соединить металлические детали.
Чтобы определить, какая часть сварочного вышла из строя, визуально определите перегоревшие элементы, с трещинами или потемневшие. Для замены конкретной детали получите нужную информацию из маркировки. Если вы воспользуетесь таблицей ГОСТа или международных документов, сможете правильно подобрать деталь.
Если визуальной оценки недостаточно, воспользуйтесь мультиметром. Это устройство для диагностики сварочного оборудования. Протестируйте на исправность плату и транзисторы. На плате вы можете обнаружить перегоревшие участки. Если такие прослеживаются, их нужно заменить. Если перегорели перемычки, можно их напаять заново. Если есть гарь на плате, воспользуйтесь канцелярским ластиком для ее устранения.
Иногда в сварочном аппарате ломаются диодные мосты, расположенные на радиаторе. Несмотря на их прочность и надежное крепление бывают поломки. Для тестирования диодного моста придется отпаять провода и снять его с платы, проводя мультиметр. Таким образом, вы и обнаружите неисправный диод. Если выполнение вышеописанных действий не дадут нужного результата, лучше обратиться к специалисту.
Как подготовить электроды, чтобы избежать прилипания?
Если вы используете проводники, которые хранились в герметичной упаковке, можете их использовать. При соблюдении технологии и правил сварки, можно избежать прилипания. Если герметичность была нарушена и электроды хранились не более 10-ти часов, тогда лучше дополнительно просушить обмазку. Производители указывают допустимые показатели влажности, которых вам нужно придерживаться. Поскольку процент влажности дома вы никак не сможете измерить, просушка не будет лишней.
Прокалка проводников производится при температуре до 400 градусов. Тип электрода определяет температурный режим. Информацию можно найти с маркировки. В печи не рекомендуют прогревать, поскольку нельзя обеспечить равномерный прогрев и соблюдение температур. Всего можно делать до 3-х прогревов. После этого расходники нельзя использовать для сварки инвертором.
Сила тока и неисправности аппарата
При неправильном определении допустимой силы тока электрод может прилипать к основанию. Для предотвращения такой проблемы научитесь пользоваться таблицами определения силы тока в зависимости от диаметра электрода. Кончик электрода не должен слишком погружаться в сварочную ванну, что приводит к залипанию. Однако иногда теоретической базы будет недостаточно для создания аккуратного шва. Именно поэтому поможет только практика.
Изначально вы можете бояться увеличения тока из-за рисков образования дыр. По этой причине стык может не провариваться, из-за чего происходит прилипание.
Проблемы при сварке электродами
Самая распространенная проблема, с которой многие сталкиваются при сварке, – залипание электрода. Его металл накрепко прилипает к поверхности, его нельзя удалить. Это делает невозможным проведение работ, может привести к перегрузке электросети с далеко идущими последствиями. Причин, почему прилипает электрод при сварке, несколько. Рассмотрим их подробнее.
Неправильная настройка инвертора
 Залипание нередко происходит при трансформаторной сварке. Но с ним сталкиваются и при работе с инвертором, чаще всего – новички и любители. Далеко не каждый точно оценит толщину свариваемой детали, подберет расходные материалы нужных характеристик. Результат – неправильная настройка аппарата, избыточный или слишком низкий ток, липнущий к металлу детали электрод.
Залипание нередко происходит при трансформаторной сварке. Но с ним сталкиваются и при работе с инвертором, чаще всего – новички и любители. Далеко не каждый точно оценит толщину свариваемой детали, подберет расходные материалы нужных характеристик. Результат – неправильная настройка аппарата, избыточный или слишком низкий ток, липнущий к металлу детали электрод.
А ведь именно инвертор – в сравнении с трансформатором – позволяет детально отрегулировать и контролировать все сварочные параметры. Не самая банальная причина того, почему горят электроды при сварке, но весьма распространенная.
Неправильный поджиг
Другая причина залипания – неумение правильно поджигать электродугу. Опытные сварщики совершают поджиг постукиванием электрода о поверхность или «чирканьем». При этом контакт стержня с деталью должен быть очень коротким. Если кончик электрода задержать на поверхности, его металл быстро разогревается и припаивается.
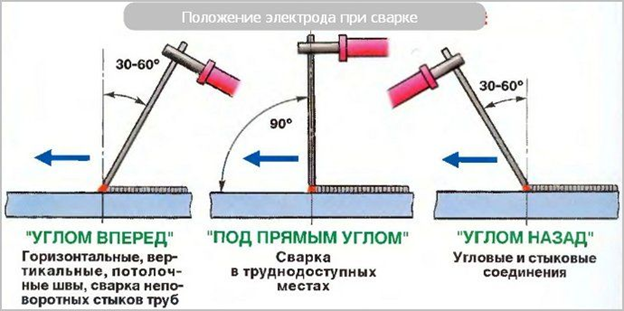
В качестве более надежного способа специалисты рекомендуют «чирканье»: прикосновение расходника к детали производится наподобие того, как чиркают спичкой о спичечный коробок. Но этот способ может не подойти при сварке в труднодоступных и узких местах.
Не нужно забывать о правильной длине дуги – в зависимости от типа и марки изделия она может быть совершенно разной, о чем в технических характеристиках сообщают производители.
Неподготовленная поверхность
 Допустим, все приведенные выше условия соблюдены. Но почему электрод прилипает к металлу снова? Еще одна причина – грязная, влажная или заржавленная поверхность детали. Электродные стержни, которые имеют обмазку основного типа, боятся грязи и ржавчины, в отличие от изделий с рутиловым и рутилово-целлюлозным покрытием.
Допустим, все приведенные выше условия соблюдены. Но почему электрод прилипает к металлу снова? Еще одна причина – грязная, влажная или заржавленная поверхность детали. Электродные стержни, которые имеют обмазку основного типа, боятся грязи и ржавчины, в отличие от изделий с рутиловым и рутилово-целлюлозным покрытием.
В процессе сварки окислы и грязь становятся барьером между поверхностью детали и электродом. Контакт плохой, дуга тут же гаснет. Требуется второй, третий, четвертый поджиг. Результат – конец снова залип. Поэтому поверхность детали перед работами необходимо зачистить, если этого требуют рекомендации производителя.
Отсыревание
Это еще одна причина того, почему электроды не варят. Сварщики, да и не только они, знают, что у этой продукции нет срока годности. Если материалы находятся в упаковке, хранятся в сухом теплом месте, они послужат и через 10, и через 20 лет – конечно, при условии, что они качественные. Но если изделия находятся в помещении с высокой влажностью и без герметичной упаковки, отсыревание и последующее залипание при сварке неминуемо. Дело в обмазке.
Обмазка, как губка, впитывает влагу и таким образом ухудшает сварочные свойства электрода. Поэтому даже если стержни пролежали без упаковки 8 часов, обязательно просушите (прокалите) их.
Для хранения электродов после вскрытия упаковки, подойдет термопенал или пенал-термос. В первом прогрев можно производить от трансформатора или от сети 220В. Во втором изделия предварительно нагреваются и очень долго остывают, сохраняя нужную температуру.
Отсутствие прокалки
Электродная продукция перед выполнением работ требует предварительного прокаливания – об этом производители предупреждают и на своих сайтах, и на упаковке, указывая режимы термообработки-сушки на каждую марку и единицу продукции. В противном случае залипания металла при сварке часто не избежать.
Нельзя выполнять прокаливание в пламенной печи, так как невозможно точно настроить температуру. Не рекомендуется делать это и в газовой (с прямым нагревом) – в газе содержится некоторая доля влаги, которую впитывает обмазка, в результате ее качество снижается.
 Оптимальный вариант прокалки – электропечь. Перед выполнением операции необходимо уточнить рекомендуемую температуру и время выдержки, которые указаны на этикетке, прикреплённой к каждой пачке продукции. У электродов разных типов они разнятся – от 180 ᵒС и 1 часа для электродов с рутиловым покрытием и до 400 ᵒС 1,5–2 часа для электродов с основным покрытием.
Оптимальный вариант прокалки – электропечь. Перед выполнением операции необходимо уточнить рекомендуемую температуру и время выдержки, которые указаны на этикетке, прикреплённой к каждой пачке продукции. У электродов разных типов они разнятся – от 180 ᵒС и 1 часа для электродов с рутиловым покрытием и до 400 ᵒС 1,5–2 часа для электродов с основным покрытием.
Плохое качество
Пожалуй, это ключевая проблема. Рынок электродной продукции огромен, конкуренция высокая. У какого-то производителя оно безупречно, у кого-то в чем-то похуже. Но все это – официальные производители, известные бренды. Конкуренцию им составляют кустари из мастерских или мелких, слабо оснащенных производств. Здесь часто нарушаются технологии изготовления и нанесения обмазки, однако и такие изделия находят своего клиента. Но, как говорится, «скупой платит дважды».
В заключение
Чтобы электрод правильно «работал», соблюдайте требования и рекомендации, указанные производителем. Выбирайте продукцию только известных и проверенных предприятий. Так, Магнитогорский электродный завод (МЭЗ) производит электроды разнообразного назначения, которые используются при сварке в различных условиях. Качество отмечено сертификатами государственных органов, на всю продукцию предоставляется гарантия.
В нашем каталоге представлен широкий ассортимент продукции, вы можете сделать заказ онлайн или позвонить по телефону: 8 (800) 511-01-09.