Что делать, если к жалу не прилипает припой
Начинающие радиолюбители частенько сталкиваются с трудностью, когда припой не прилипает к паяльнику. Не хочет, и все тут. В таких условиях пайка становится не просто пыткой, а настоящим истязанием нервов.
Сколько сил и терпения уходит, чтобы поймать жалом этот верткий шарик расплавленного припоя. А ведь его потом необходимо донести до детали. А если жало инструмента не плоское? Как быть тогда? А всего-то и нужно тщательно подготовить его к работе.
Основные причины
 Оловянно-свинцовый (самый распространенный) припой плавится при температуре 250-300 ℃, и такой температуры вполне достаточно для работы.
Оловянно-свинцовый (самый распространенный) припой плавится при температуре 250-300 ℃, и такой температуры вполне достаточно для работы.
Если в какой-то момент жало разогреется сильнее, то и припой и флюс, находящиеся на нем, могут просто сгореть, оставляя неприглядные следы своего присутствия.
Вдобавок медь, из которой изготовлено жало, от перегрева начнет окисляться и на поверхности появится тончайшая пленка оксида меди. Из-за нее и не прилипает припой, да и оставшийся на жале «шлак» совсем не прибавит «липучести».
Итак, основных причин того, что припой не прилипает или не держится, две. Первая – загрязнение жала, вторая – окисление. Если их устранить, то работа пойдет, как по маслу.
Правильная подготовка к работе
 Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.

После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.

Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.

К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.

В случае никелевого покрытия
Часто для пайки используются паяльники с так называемым «вечным жалом», покрытым тонким слоем никеля. Почему-то считается, что оно не лудится. В самом деле, кому придет в голову счищать наждачкой никелевое покрытие?
Тем не менее, приходит время и становится заметно, что припой-то не держится! В лучшем случае прилипает маленькими каплями. И что же делать? Ответ тот же – лудить!
 Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
После этого нужно убрать нагар. Сделать это можно на слегка нагретом паяльнике влажной тряпкой, сложенной в несколько слоев.
Дальнейшие действия такие:
- сразу после удаления нагара жало необходимо опустить в баночку с канифолью, в которой предварительно поместили кусочек припоя;
- паяльником необходимо расплавлять канифоль вокруг припоя, чтобы тот утонул;
- под слоем жидкой горячей канифоли прикоснуться к припою. Он тут же покроет всю рабочую поверхность жала.
Лучшим способом избежать ситуации, когда припой не прилипает, является недопустимость перегрева жала.
Профилактика всегда была самым действенным средством. Если нет возможности приобрести инструмент с регулировкой температуры, можно приобрести диммируемый регулятор напряжения или изготовить его самостоятельно. Если следить за температурой нагрева, то лудить паяльник придется гораздо реже.
Неправильная пайка паяльником — 10 глупых ошибок и вредные советы.

При подключении светодиодной ленты, ремонте Led лампочек, микроконтроллеров и радиодеталей, никак не обойтись без такого полезного навыка, как пайка.
Именно качественная пайка обеспечивает надежное и долговечное контактное соединение.
Однако, в этом нехитром деле есть масса нюансов, которые могут испортить раз и навсегда не только ремонтируемую деталь, но и сам паяльник. А иногда даже привести к серьезной травме.

Даже опытные мастера, впитавшие, что называется пары канифоли с молоком матери нет-нет, да и забывают элементарные правила пайки. Как правильно паять светодиодную ленту можно ознакомиться в отдельной статье.
Мы же давайте подробнее рассмотрим вопрос как паять нельзя, и к чему приводят подобные ошибки.
Пайку в некоторой степени можно сравнить с процессом склеивания. Только здесь для соединения деталей используется расплавленный металл. В качестве такового выступает припой.

У него довольно низкая температура плавления. При этом она ниже, чем t плавления самой детали.
Например, у меди этот показатель достигает 1050С. В то время как у оловянно-свинцового припоя ПОС-61 он равняется всего 190С.
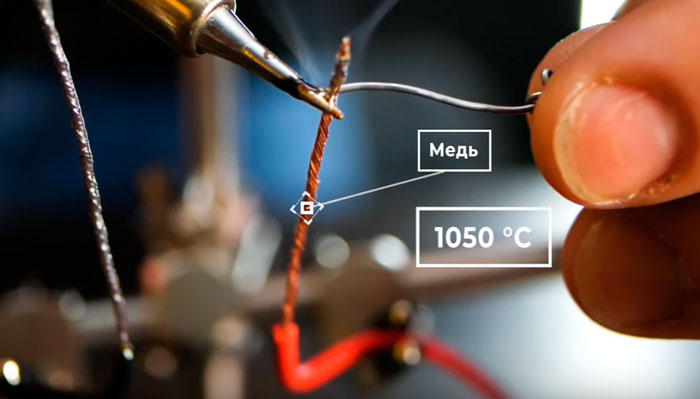

То есть, разогревая или капая таким металлом на деталь, повредить ее проблематично.
Итак, какие же глупые ошибки не стоит совершать при пайке?
Как бы ни было вам дорого покрытие пола, однако рефлекторное движение словить упавший инструмент, не приведет ни к чему хорошему.

При этом никогда не забывайте главное правило ремонтника – горячий паяльник выглядит также, как и холодный.
Не вздумайте обстукивать современный паяльник об стол. При достаточно сильном ударе керамический элемент внутри может треснуть и разрушиться.

Также с размаху не стряхивайте с паяльника расплавленный припой. Мало того, что он может попасть в глаза, от этого еще могут пострадать и ваши дети.

Красивая капелька незаметно упадет куда-нибудь на пол, а малолетний ребенок впоследствии ее найдет и съест.

При пайке не забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова, упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная ножка с радиодетали, случайно попавшая в глаз, приводит к печальным последствиям.

Особенно опасна пайка на весу или под потолком. В этом случае провода могут отскочить со своего места и олово “пульнет” вам в глаз.
Поэтому старайтесь в подобных случаях всегда одевать и использовать защитные очки. А еще не забывайте про органы дыхания.



Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.

Запомните, паяльник предназначен для пайки жил эл.проводки, светодиодной ленты, компонентов радиодеталей или электронных плат. Им нельзя плавить и снимать изоляцию с ПВХ провода.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.

Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.

Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.”
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой. Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.

Делается это намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность элемента. Однако с такими кнопочками часто путаешься в каком они состоянии, отключенном или включенном.
Если на вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”.

Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.

Сперва убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте может умереть окончательно и бесповоротно.


Почему нельзя паять без флюса? Дело в том, что на любых деталях или проводах присутствует, так называемая оксидная пленка, содержащая микроскопические частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.

Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.

Некоторые советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от нее лучше.

По сути, кислота это тот же самый флюс, но не простой, а активный. А это означает, что вместе с пленкой она отлично растворяет и сами компоненты.

Это конечно происходит не сразу, но через несколько месяцев место пайки может превратится в кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы несколько микрокапелек кислоты.
А она проникает во все поры, и простое протирание тряпочкой не всегда спасает. Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.

Работая со старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется соскрябывать все это дело ножиком.

Профессионалы советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают:
Почему припой не липнет к паяльнику
Автор: Игорь
Дата: 05.11.2016
- Статья
- Фото
- Видео
Пайка относится к тем процессам, которые дают металлическое соединение достаточно хорошего качества, но при этом не подвергают расплавлению основной металл. Это более простой, дешевый и удобный аналог сварки, в котором также используются наплавочные материалы, но сам принцип происходит несколько по-другому. Для расплавления здесь может использоваться паяльник или газовая горелка, в зависимости от ситуации и особенностей проведения процедуры. Для домашнего использования используется преимущественно паяльник, так как он намного проще в применении и его стоимость ниже любой горелки. Естественно, что во время использования могут быть разнообразные проблемы, недостаточный прогрев, паяльник не берет припой, налипание металла на жало и прочее. Со всем этим приходится бороться, чтобы достичь наиболее качественного результата. Основной принцип заключается в том, чтобы разогреть жало инструмента до той температуры, которая нужна для расплавления припоя. Для улучшения взаимодействия может использоваться флюс. Затем расплавленный материал переносится на место, которое требует спайки. Но если припой не прилипает к паяльнику в это время, то ничего не получится.

Припой не липнет к паяльнику
Почему припой не держится на паяльнике?
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.

Припой не держится на паяльнике
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента. Если он высокой мощности. К примеру на 25 Ватт, то очень часто такие модели перегреваются, если включены напрямую в электрическую сеть. Чтобы урегулировать это, требуется использовать подключение через диод с тумблером или регулятор. Тогда вязкость материала будет нормальной, чтобы он схватился с поверхностью наконечника. Также можно подобрать более слабые модели паяльника. Но это может привести к другой проблеме, описанной ниже.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты. Медь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть. Это сильно ухудшает степень взаимодействия с другими материалами. Таким образом, даже при наличии нормальной температуры разогрева и достаточного количества флюса, процесс схватывания все равно может не выполняться. Чтобы исправить эту ситуацию, нужно зачистить поверхность инструмента механическим способом и при помощи растворителей. Обработка наждачной бумагой и каким-либо раствором, снимающим пленки и жировые покрытия, сможет вернуть паяльнику былое состояние. После этого его следует залудить и дать ему прогреться, после чего можно приступать к работе.
Почему олово не прилипает к проводу
Начинающие радиолюбители частенько сталкиваются с трудностью, когда припой не прилипает к паяльнику. Не хочет, и все тут. В таких условиях пайка становится не просто пыткой, а настоящим истязанием нервов. Сколько сил и терпения уходит, чтобы поймать жалом этот верткий шарик расплавленного припоя.
Поиск данных по Вашему запросу:
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Что делать если олово не прилипает к паяльнику простой способ лайфхак
Как лудить многожильные провода ? В расплавленное олово окунаю — ничего не прилипает.
Правила форума. Форум автозвука и установки музыки в автомобиль. Форум автозвука Продвинутый уровень Мастерство инсталляции Питание и коммутация Научите паять. Может я че не так делаю? Последняя К странице: Показано с 1 по 10 из Научите паять. Опции темы Версия для печати Подписаться на эту тему…. Привет всем. Терзают смутные сомнения. Я наверно не так паяю. Потому что чаще всего припой у меня ведет себя словно ртуть какая нибудь.
Вот в двух словах процесс. Например как я пробовал спаять Джек 3. Оголил провода, продел их в дырочки в штекере, положил конец проволки-припоя туда куда буду паять провод, нагрел. Получилась лужа маленькая.
Пока не остыл, прикладываю провод. Это все схватывается. Потом еще сверху каплю припоя. Но так чтоб не отошел тот провод. Проблема в том, что припой к проводу липнет хорошо, а к штекеру совсем плохо. Даже не растекается, а остается шаром как ртуть.
Может я не правильный припой использую? Хотя один раз покупал тюльпан дорогой. Так вот к нему припой прилип насмерть. А к дешевым не хочет. Пробовал ножиком ковырнуть напыление штекера в месте пайки. Не помогло. Что я делаю не так? Полезные темы: Странные уси-может кто чё знает? Научите пользоватся!
Есть СС усь, провода и Сивик 5д че с этим делать? Что делать. Если Вы впервые на нашем Форуме:. С наилучшими пожеланиями, Администрация Форума автозвука Магнитола.
Re: Научите паять. Под оловом вы припой имели ввиду? Сообщение от mebius Вот только осторожнее с пайкой кислотой! Результат вообще класс получается! Только надо потом обработать место пайки раствором соды, чтобы не осталось активных веществ Сообщение от dyno.
Что или о чём? ЗЫ Толково объяснил. Но лучше один раз увидеть А я вапще несколько раз в жизни паяльник в руках держал. Последняя К странице:. Смайлы Вкл. HTML код Выкл. Trackbacks are Выкл. Pingbacks are Выкл. Refbacks are Вкл. ORG Архив Вверх. Текущее время: All rights reserved. Перевод: zCarot.
В случае никелевого покрытия
Часто для пайки используются паяльники с так называемым «вечным жалом», покрытым тонким слоем никеля. Почему-то считается, что оно не лудится. В самом деле, кому придет в голову счищать наждачкой никелевое покрытие?
Тем не менее, приходит время и становится заметно, что припой-то не держится! В лучшем случае прилипает маленькими каплями. И что же делать? Ответ тот же – лудить!
Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
После этого нужно убрать нагар. Сделать это можно на слегка нагретом паяльнике влажной тряпкой, сложенной в несколько слоев.
Дальнейшие действия такие:
- сразу после удаления нагара жало необходимо опустить в баночку с канифолью, в которой предварительно поместили кусочек припоя;
- паяльником необходимо расплавлять канифоль вокруг припоя, чтобы тот утонул;
- под слоем жидкой горячей канифоли прикоснуться к припою. Он тут же покроет всю рабочую поверхность жала.
Лучшим способом избежать ситуации, когда припой не прилипает, является недопустимость перегрева жала.
Профилактика всегда была самым действенным средством. Если нет возможности приобрести инструмент с регулировкой температуры, можно приобрести диммируемый регулятор напряжения или изготовить его самостоятельно. Если следить за температурой нагрева, то лудить паяльник придется гораздо реже.
Я сделал паяльник из керамического резистора. Только у меня не было медного прутка, а есть алюминиевый. Припой плавится отлично, но не лудится (не пристает к жалу). Почему?
Комментарии и отзывы
Не лудится и не надо. При известной сноровке можно паять и необлуженным жалом.
потому ,что Вы в школе учились плохо…
Это преподают ещё в школе.
Да не ребята все просто. Это на материаловедению преподавали раньше. На поверхности алюминия образуется очень крепкая оксидная пленка. Она и не дает припою обсудить жало.
Чтобы разобраться почему алюминий плохо лудится, необходимо немного поглубже изучить физику. Расстояния между атомами кристаллической решетки нерасплавленного алюминия слишком малы для «больших» атомов олова и свинца. Например для лужения меди созданы самые распространенные оловянно-свинцовые припои. Атомы расплавленного припоя с лёгкостью диффундируют в медь. Если сделать «срез» луженой меди, то можно различить три слоя: медь- сплав меди с припоем- припой. Чтобы надёжно паять алюминий нужно применять специальные припои, содержащие атомы, сопоставимые размеру кристаллической решетки, например содержащие цинк. А паять алюминий ПОСами сродни прибиванию чего-нибудь гвоздями к бетонной стене, вроде держится, но может отвалиться.
Как правильно паять в домашних условиях?
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее Вт. Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи. Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.
Почему припой не держится на паяльнике?
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты. Медь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть.
Почему припой не ложится на керамический паяльник?

Пайка нержавейки — это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы. Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать. Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали.
Войти или зарегистрироваться. Поиск сообщений Новые сообщения Последняя активность Помощь.
Как не испортить микросхему в процессе пайки?
В процессе пайки соединяемые элементы подвергаются значительному нагреву. Повышенный нагрев – вот чего боится микросхема и от чего выходит из строя. Что бы не повредить элемент во время пайки следует соблюсти ряд условий:
- правильно подобрать мощность паяльника;
- фиксировать элемент за припаиваемые ножки с помощью пинцета и дополнительных фиксаторов, которые в этом случае дополнительно отводят тепло, предохраняя от перегрева;
- использовать подходящие флюсы и припои;
- плавить припой жалом паяльника не более 1 секунды.
Как спаять медный провод с медным?
ВИДЕО ПО ТЕМЕ: Не лудится провод? Супер флюс из продуктового магаза.
К сожалению, в радиолюбительской аппаратуре не часто приходится видеть хорошую пайку и это значительно снижает её качество. Между тем научиться хорошо паять совсем не трудно. Теперь распространены паяльники двух родов: электрические и нагревающиеся посторонним источником тепла примусом, паяльной лампой и пр. По своей форме как электрические, так и обычные паяльники разделяются на два вида: торцовые и молотковые. Первые изображены на рис.
При сборке различных электротехнических и радиотехнических устройств популярна пайка.
Хабр Geektimes Тостер Мой круг Фрилансим. Сейчас просто пользователь. Электроника Схемотехника Пайка. Предыстория: Куплен паяльник на 45W, с керамическим жалом, обычный припой и канифоль. С медным паяльником вроде всё просто — чтобы залудить кабель, нужно его обработать канифолью, захватить паяльником припой и нанести на кабель. Проблема в том, что ну ни держит он припой — просто берёт и скатывается. Ранее этим же паяльником пытался починить мышь — контакты отвалились от платы, но сам припой убрать не удалось нормально.
Здравствуйте дорогие друзья. Полагаю, что никто из вас не будет отрицать, что умение паять в нашем деле — далеко не маловажное умение. Но не все умеют хорошо паять и я в том числе.
Правильная подготовка к работе
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.
После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.
Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.
К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.
5 проверенных способов, чтобы паять без паяльника



Основные причины
Оловянно-свинцовый (самый распространенный) припой плавится при температуре 250-300 ℃, и такой температуры вполне достаточно для работы.
Если в какой-то момент жало разогреется сильнее, то и припой и флюс, находящиеся на нем, могут просто сгореть, оставляя неприглядные следы своего присутствия.
Вдобавок медь, из которой изготовлено жало, от перегрева начнет окисляться и на поверхности появится тончайшая пленка оксида меди. Из-за нее и не прилипает припой, да и оставшийся на жале «шлак» совсем не прибавит «липучести».
Итак, основных причин того, что припой не прилипает или не держится, две. Первая – загрязнение жала, вторая – окисление. Если их устранить, то работа пойдет, как по маслу.
С использованием желобка
Для пайки проводов, диаметр которых составляет не более 3 мм, можно применять специальный желобок. Чтобы изготовить такой желобок можно воспользоваться обыкновенной алюминиевой фольгой, толщина которой составляет около 0,8 мм. Затем с концов провода рекомендуется удалить изоляцию длиной приблизительно в 3 см. Потом очищенные провода необходимо скрутить друг с другом или положить параллельно.

Фольгу следует отрезать в форме полоски, ширина которой должна быть равна участку пайки. Затем ее нужно согнуть в желобок таким образом, чтобы края полностью охватывали и покрывали соединенные участки проводов. Затем в желобок, предварительно загнув одну сторону фольги, насыпается немного канифоли и припоя. Потом фольга, для расплавления припоя, разогревается. После остывания олова, фольгу необходимо снять от спаянных проводов.
Правильная подготовка к работе
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.

После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.

Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.

К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.

В случае никелевого покрытия
Часто для пайки используются паяльники с так называемым «вечным жалом», покрытым тонким слоем никеля. Почему-то считается, что оно не лудится. В самом деле, кому придет в голову счищать наждачкой никелевое покрытие?
Тем не менее, приходит время и становится заметно, что припой-то не держится! В лучшем случае прилипает маленькими каплями. И что же делать? Ответ тот же – лудить!
Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
После этого нужно убрать нагар. Сделать это можно на слегка нагретом паяльнике влажной тряпкой, сложенной в несколько слоев.
Дальнейшие действия такие:
- сразу после удаления нагара жало необходимо опустить в баночку с канифолью, в которой предварительно поместили кусочек припоя;
- паяльником необходимо расплавлять канифоль вокруг припоя, чтобы тот утонул;
- под слоем жидкой горячей канифоли прикоснуться к припою. Он тут же покроет всю рабочую поверхность жала.
Покрываем провод припоем.
Зачищенным концом провода касаемся канифоли и начинаем его греть паяльником, слегка утапливая в канифоли. Канифоль при этом, расплавляясь, покрывает собой поверхность провода.
Как только конец провода покрылся канифолью, сразу убираем его. Теперь берем немного припоя на кончик жала паяльника и начинаем им водить по проводу со всех сторон, чтобы припой растекся по поверхности.

Если все было сделано правильно, Вы сразу увидите, как припой покрыл всю поверхность провода.
Основные причины
Наиболее распространенным видом припоя является оловянно-свинцовый. Температура плавления такого сплава составляет около 270 градусов Цельсия. Если паяльник разогревается до 300 градусов, этого вполне должно хватать для работы, но если жало перегревается, и его температура значительно превосходит точку плавления припоя, то на поверхности остается нагар от расходных материалов. Он не только портит внешний вид инструмента, но и мешает дальнейшей работе.

Загрязнение и окисление не даёт припою прилипать к жалу паяльника
Жала паяльников чаще всего делают из меди. При сильном перегреве этот металл больше подвержен окислению, что приводит к появлению на его поверхности пленки окислов. Тонкий слой оксида меди может быть незаметен глазу, но именно из-за его присутствия к жалу паяльника не липнет припой. Если рассматривать непосредственные причины, которые приводят к тому, что расплавленный припой не остается на жале, а просто стекает с него, то их всего три:
- загрязнение поверхности жала, которое происходит от нагара и по другим причинам;
- образования окисла, что даже при визуально чистой поверхности не дает возможности расплавленному материалу сцепиться с ней;
- высокая температура жала, которая не позволяет припою оставаться в нужном рабочем состоянии.
Как правильно подготовить инструменты к работе
Если олово не держится на жале паяльника, вполне возможно, что подготовительные операции прошли неправильно, или же они не проводились вовсе. В первую очередь при подготовке инструмент нужно залудить. Без этой процедуры даже при отсутствии окисла и загрязнения к металлу все равно не будет прилипать припой во время пайки. Лужение заключается в покрытии поверхности жала оловом. Такую же процедуру нужно провести и со спаиваемыми деталями, это улучшит качество соединения. Проходит процесс предельно просто: нужно окунуть горячее жало в олово, которое покроет его поверхность.
Если же на наконечнике имеется нагар или окислительная пленка, их нужно удалить перед лужением. Такая же процедура рекомендуется и для новых инструментов. Очистка поверхности происходит механическим способом, для которого подойдет наждачная бумага или мелкозернистый напильник. Очищать поверхность нужно тщательно, не оставляя глубоких царапин и борозд на поверхности металла. При наличии углублений и царапин именно в них будет образовываться окислительная пленка и скапливаться грязь, которые потом трудно вычистить.
Важно! Чистить паяльник нужно только после его остывания. Этот процесс лучше делать перед пайкой, а не после нее

Очистка жала паяльника от загрязнения
Когда поверхность очищена от всех налетов, на нее нужно нанести флюс. Если есть жидкая канифоль, ее наносят и на холодную поверхность с помощью кисточки или других вспомогательных предметов. При наличии флюса в твердом состоянии – жало погружают в него в момент, когда оно прогреется и достигнет нужной температуры.
Важно! Лучше сразу опустить жало в канифоль, чтобы по мере разогрева оно погружалось в ее поверхность. Это сократит вероятность окисления
Могут возникать ситуации, когда наконечник не лудится. Это очень схоже с проблемой, когда к жалу паяльника не липнет припой. Если температура жала становится значительно выше температуры плавления припоя, он просто не налипает на поверхность металла, а стекает с нее, так как находится в жидком состоянии. Ничего другого, кроме снижения температуры, здесь не поможет. Чистота поверхности и отсутствие окислительной пленки не сыграют роли, если под воздействием высокой температуры жала материал расплавляется и стекает. Если же температура будет продолжать расти, он попросту начнет испаряться.
Блог о электронике
Часто встречаю в интернете на разных форумах заявления вроде «не могу работать вечным жалом, припой не берет — медный паяльний форева» или «Вечное жало это хорошо, но вот только если оно от крутой фирмы, все остальное отстой». И в таком духе.
Я уже несколько лет пользуюсь исключительно необгораемым жалом, в начале в составе СТ-96
, потом пересел на паяльную станцию
ZD-929C
которой орудую уже года три без особых нареканий. И на традиционный медный паяльник добровольно уже не пересяду. Ну нафиг, чистить его, лудить, затачивать, забыл как страшный сон. Тем не менее проблема есть и далеко не все знают как ее решать.
Текстовая версия Основная проблема:
Жало не берет припой, то есть припой плавится, но жало не смачивает. И либо не липнет на него, либо лежит на нем комком. В связи с этой особенностью возник даже миф, будто несгораемые (вечные, никелерованные, да как только их не называли) жала применяются только для пайки с прямой подачей припоя — то есть припой подается в точку пайки в виде тонкой проволочки, а паяльник ее лишь плавит и смачиваться припоем ему не обязательно. Ничего подобного! Для классического метода «паяльник в припой — паяльник в плату» вечное жало тоже подходит замечательно.
Конечно, паять с подачей удобно, а при некоторой сноровке получается очень даже быстро и качественно, но требует двух свободных рук — держать паяльник и держать проволочку. А кто будет держать плату? Всякие держалки есть, конечно, но они не очень удобны. Хотя тисы настольные весьма хороши.
Итак, в чем же проблема? А проблема тут в том, что покрытие жала очень быстро окисляется при высокой температуре и перестает смачиваться. Оптимальная температура при которой и паять комфортно и жало не окисляется это порядка 250-300 градусов (для обычного 60/40 припоя, бессвинцовка не считается — это отдельный гемор), а обычный паяльник, без регулировки, жарит порой до 350-400 градусов.
Пайка проводов без использования паяльника
Без применения паяльника можно быстро и легко спаять между собой медные провода. Для этого концы проводов подвергаются процессу лужения, а затем скручиваются друг с другом. Потом место пайки необходимо разогревать до тех пор, пока не начнет плавиться слой нанесенного припоя. В этом случае, в качестве элемента для разогрева следует использовать свечу, спички либо обыкновенную зажигалку. Это обусловлено тем, что в данном случае, для разогрева поверхности необходимо узконаправленное пламя.

Для пайки посуды либо домашней утвари, сделанной из алюминия, рекомендуется применять специальный припой, в состав которого входит свинец и олово. Чтобы соединить между собой провода большого диаметра, на место пайки, перед нагревом необходимо добавить немного измельченного припоя. Это обусловлено тем, что одного лужения, для надежного соединения между собой крупного провода может быть недостаточно. Таким образом, можно соединять между собой медные провода, диаметр которых не превышает отметки в 2 мм.
Чтобы надежно припаять провода к деталям, на которых присутствует плоская поверхность необходимо подвергнуть их процессу лужения. Полудить нужно участок поверхности детали, где будет выполняться пайка и конец провода. Затем провод нужно прижать к плоской поверхности и насыпать на него немного припоя. После этого деталь следует разогреть, пока олово полностью не расплавится.