Модернизация инвертора. Есть ли способ повысить мощность?
- Авторизуйтесь для ответа в теме
#1 Чумной
- Наверх
- Вставить ник
#2 ARGONIUS

- Город: Н.Новгород
- Наверх
- Вставить ник
#3 Чумной
- Наверх
- Вставить ник
#4 ARGONIUS
- Город: Н.Новгород
- Наверх
- Вставить ник
#5 tig
- Наверх
- Вставить ник
#6 abyss
- Наверх
- Вставить ник
#7 Рабиндранат Кагор
Итак: Есть сварочный инвертор «Темп», паспортная мощность 180 ампер. На деле едва дотягивает до сотни. Электрод тройка еще проходит, даже можно подрезать или сдуть металл.
- Наверх
- Вставить ник
#8 svarnjuk
Не ошибается тот, кто ничего не делает

- Город: п.Орловский, Ростовская область
Опыт всегда приходит сразу после того, как он был нужен.
- Наверх
- Вставить ник
#9 Чумной
Случайно не через длинную переноску малого сечения аппарат подключаешь? У неё получается заметное индуктивное сопротивление при зарядке емкостей и они просто не поспевают заражаться.
- Наверх
- Вставить ник
#10 svarnjuk
Не ошибается тот, кто ничего не делает
- Город: п.Орловский, Ростовская область
Опыт всегда приходит сразу после того, как он был нужен.
- Наверх
- Вставить ник
#11 hau
Да я тоже грешил на это. Специально собрал удлинитель с силовыми розеткой и вилкой, кабель с сечением жилы около 0.5 мм.
- Наверх
- Вставить ник
#12 Чумной
- Наверх
- Вставить ник
#13 svarnjuk
Не ошибается тот, кто ничего не делает
- Город: п.Орловский, Ростовская область
Опыт всегда приходит сразу после того, как он был нужен.
- Наверх
- Вставить ник
#14 LamoBOT
- Наверх
- Вставить ник
#15 Чумной
- Наверх
- Вставить ник
#16 Рабиндранат Кагор
Trag090, не будет там большого индуктивного сопротивления — индуктивности вычитаются
- Наверх
- Вставить ник
#17 LamoBOT
- Наверх
- Вставить ник
#18 Рабиндранат Кагор
что делать с модельками — я просто не в курсе, не обучен, к сожалению . можно в двух словах о нюансиках?
- Наверх
- Вставить ник
#19 Леха Сварщик
А можно поподробнее? желательно схемку бы как переделать чего перепаять.
- Наверх
- Вставить ник
#20 SergDemin
А можно поподробнее? желательно схемку бы как переделать чего перепаять.
Не советую Вам заморачиваться с доработкой инвертора. Аппарат дешёвый, производитель сэкономил на всём, начиная от ёмкости конденсаторов на входе и заканчивая трансформатором на выходе. Существенно улучшить параметры не получится. Можно попытаться увеличить ёмкость конденсатора на входе, как советовал tig, но существенно это ситуацию не изменит. Лучше подберите себе нормальный инвертор. Мне лично Сварог Z203 от Jasik нравится. http://websvarka.ru/. ic=1448&page=10 Сейчас 3 человека на форуме тестируют аппараты Аврора от Riland. Читайте, выбирайте.
Сообщение отредактировал SergDemin: 18 Апрель 2014 17:46
Модернизация сварочных инверторов улучшение
Есть несколько вопросов по поводу улучшения рабочих показателей при продолжительной работе. Так как в большей степени силовые транзисторы и остальные силовые элементы находящиеся в самом аппарате не предназначены для продолжительной работы что в крайне мере снижает полезную производительность.
Замечено что в большей степени силовые элементы в основном стоят FGH40N60SFDTU
где с такими же параметрами но характеристики др, хмм, смутные сомнения получаются не китайцы нас дурят
FGH40N60SFD ( G40N60 SFD ) Основные параметры: 40A, 600V, 116W (100 °C ), Uкэ нас.=2.3V
По поводу альтернативы, обнаружено что имеются как бы с высоким номиналом на 160Ампер такие вот силовые элементы как SGL160N60UFD ( G160N60 UFD ) где ток у них на 160А
Какие будут соображения.
rationnel , Пути: — выбор транзисторов типа IRGP4063D, параллельная установка 2-х вместо 1-го того-же типа;
- улучшение охлаждения путем изолирования радиаторов от корпуса, а не транзисторов от радиатора;
- увеличение сечения проводов;
- оптимизация рабочей частоты.
Это самые простые способы увеличения ПВ, эсть еще много они зависят от конкретного аппарата, возможностеи и способностей переделывателя.
Уверен многие ремонтники поделятся своими наработками в этой области. Самое главное правильно пользоваться мозгом .
В ветке по ремонту хороший лекбез по даташитам, рекомендую изучить.
А зачем в первичку транзисторы на 160А ставить да ещё и в пару, Пара на 40А (например FGH40N60SMD)это уже 80А , с учётом Ктр=3 это на выходе уже 240 — запас на лицо, а если учесть что К.зап.имп. у инвертора 30-40%, то ещё плюс к запасу, Другое дело трансформатор и вых диоды, вот тут то как правило запаса не наблюдается.
А вот транзисторы SGL160N60UFD что вы указали в таких корпусах не выдержат 160А, ножки у них на таком токе 160А будут как предохранители пыхать, у каждого корпуса есть свои тепловые ограничения
Все это конечно хорошо но SGL160N60UFD будут помедленнее FGH40N60SFDTU почти в 2 раза, Да и ёмкость затвора больше. И потянут ли драйвера сварочника, довольно таки тяжелые SGL160N60UFD? Как по мне, если техника работает в паспортных режимах, то вмешиваться не стоит. Из доработок можно попробовать поставить дополнительный куллер, или заменить штатный на более мощный, но тут опять вопрос в том что если штатный куллер запитан от источника дежурного питания то очень важно его не перегрузить. Также можно поставить дополнительный термодатчик ближе к тем элементам которые сильнее греются (выходные диоды, транзисторы, выходной трансформатор) дополнительный термодатчик ПВ конечно не добавит но может уберечь от перегрева и выхода из строя.
Надо же как форум корёжит — сообщения которым месяцы и годы вдруг становятся практически свежими и люди на них начинают отвечать
joha , актуальны потому, что за годы ничего не меняется. Люди пытаются сделать из говна конфетку. Иногда даже получается, но душок от говна все равно остается 
Просто_Я , Да я не про актуальность, то что тема актуальна это понятно, сам такой самоделкин-переделкин, я про то что из-за глюков на форуме сообщения многомесячной давности вдруг становятся свежими
Просто_Я , Хорошо сказано 
Просто_Я написал:
Иногда даже получается, но душок от говна все равно остается
Был анекдот такой — «Можно ли из говна сделать масло? Ответ- Можно. Мазать можно, но есть нельзя.»
Пофигу, что сообщения старые. Зато тема — животрепещущая. Особенно, в плане последних тенденций из любого говна делать конфеты.
Просто_Я написал:
joha , актуальны потому, что за годы ничего не меняется. Люди пытаются сделать из говна конфетку. Иногда даже получается, но душок от говна все равно остается

Просто_Я , ну почему же, иногда очень удачно все заканчивается. Вот пример, как путем переделки инвертора Сварог TIG 200P AC/DC можно получить ток больше 90 А из одной деревенской фазы, хотя ранее 40. 90 А было пределом мечтаний 
Сварщик Джо написал:
можно получить ток больше 90 А из одной деревенской фазы,
Как? Если по ссылке, то там три фазы.
из говна конфетку не сделать! Но все условно и относительно. Надежность работы, стабильность, рабочий ток Ресанты и др. подобных можно улучшить питая от 3-х фаз. Сам пользуюсь давно.
Может мне тут быстрее подскажут?
Имеется аппарат SSVA-180-P-TIG.
И у него на фоне огромной кучи достоинств есть малюсенький прогррамный недостаток, который я хотел бы исправить. Суть его вот тут указал [URL=»//www.mastergrad.com/forums/t102310-invertory-ssva/?p=6048428#post6048428″]Инверторы SSVA[/URL]
Мне уже подсказали, что можно как-то инвертировать режим кнопки не на программном уровне, а с помощью реле, запитав его от платы инвертора и подключив кнопку через него. Но вот какое реле взять и как его запитать и подключить?
Сытый конному не пеший!
Tomkol с такими познаниями в электронике обратись к производителю:
Душман83 написал:
Tomkol с такими познаниями в электронике обратись к производителю:
Душман83 , благодарю за совет, но это как раз первое, что я и сделал, ибо не ищу трудных путей ))) Однако производитель не может помочь, ибо программист загружен сильно другой работой.
Сытый конному не пеший!
Глубокие модернизации — дело непростое и требующее наличия серьезной теоретической и практической подготовки. Даже если удастся увеличить на 20-40А выходной ток, то блок управления все равно не даст его выставить — в результате еще одна модернизация, а в случае цифрового программного управления и непростая. А так просто силовые транзюки поменять на «старшего брата» для большей надежности, то почему бы и не поменять, хотя гораздо актуальнее будет поменять высоковольтные электролиты, если на них «срок наработки 1000 ч.» написано, то ноукомментс.
» хотя гораздо актуальнее будет поменять высоковольтные электролиты, если на них «срок наработки 1000 ч.» написано, то ноукомментс.».Очень согласен,был случай полежали новые электролиты в коробочке полгода,достаю и своим глазам не верю.Вспушли на торце с насечкой,как будто не в коробочке лежали,а пахали на частоте в десятки кГц все полгода.До сих пор не понимаю,чё купил.
Недавно столкнулся с конденсаторами таким же эффектом, Купил год назад в запас электролиты джамикон зелёненькие для компового БП, 2200мкф 16в, Недавно проводил ревизию БП и потребовалось заменить, Достаю пакетик, а они все что были вздутые, как будто по нагрузкой работали, И ёмкость непонятную показывают, Тоже очень сильно удивился, Выпаял из старого проверенные и поставил

Добрый вечер, а вот про сварочник. Он изначально был так урезан, что не варил.
Добавил наружный дроссель.
добавил одну банку конденсатора(сейчас собираюсь третью поставить).
расчистил радиаторы транзисторов от датчика температуры(который не срабатывал) и диодного моста. На освободившееся место приделал игольчатые радиаторы, сколько позволяло пространство.
Диодных мостов поставил два на отдельный радиатор. На место не поставленного дросселя.
Диоды силы стояли 2шт. 70А 200В, с ножками на всю длину, ну какой ток сварки можно пропустить по двум ножкам, там сечение по 1 квадрату, поставил 150ЕБУ 400В, одной стороной впаял в плату, с другой, кроме прижима к радиатору еще по торцу диодной пластины припаял к токоведущей шине( 8 проводов по 4 квадрата).
И к радиатору еще добавил чуток. Притирал оба на наждачке и через пасту.
В итоге, ток 100А держит в длительном режиме, на реостате. Температура радиаторов транзисторов не поднялась выше 80 град. около часа погонял, но на улице было +17. Но и то хорошо.
Сварочные провода взял от погибшего Гисми. Медные. А родные поплавились от моих экспериментов, заплавило алюминием одну розетку, да так ровно и хорошо заплавило, пришлось другую ставить.
Сегодня подключил к нему увеличитель U хх. Но не получил хорошего результата.
Из говна конфетку не сделать, но тюнинг под себя вполне. И пословицу эту, мне кажется, употребляют кто начальником всегда работал и ему готовое приносили. А нам самим в советское время приходилось, я вот не наигрался, таких деталей не было.
Ремонт и доработки сварочных инверторов своими руками
Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
 Схема работы сварочного инвертора
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
 Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.

Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.

В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.

Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
ДОРАБОТКА СВАРОЧНОГО АППАРАТА
Выбор бытовых сварочных аппаратов на современном рынке огромен — от трансформаторных и инверторных до аппаратов плазменной резки. Основная область использования данной электроаппаратуры в бытовых целях — ремонт авто — мототехники, сварочные работы на малых строительных площадках (дачное строительство). В данной статье предлагаю рассмотреть некоторые моменты по модернизации бытовых трансформаторных сварочных аппаратов на примере сварки фирмы BlueWeld модель Gamma 4.185.

Рассмотрим принципиальную схему аппарата — как видите ничего сложного-обычный силовой трансформатор,с первичной обмоткой на 220/400В, с тепловой защитой и вентилятором охлаждения.
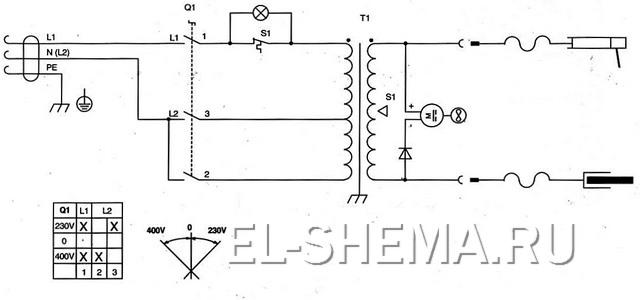
Рабочий ток прибора (от 25 до 160А) регулируется посредством выдвижной части сердечника трансформатора.Аппарат расчитан на работу с покрытыми электродами от 1,5 до 4мм диаметром. Что же явилось предпосылкой к модернизации данного устройства? Прежде всего нестабильность питающего напряжения в том районе, где планировалось использование данного аппарата — в иные дни оно едва достигало 170В (кстати, некоторые инверторные аппараты просто не запускаются при таком напряжении питания). Кроме того, аппарат изначально не предназачен для выполнения сварных швов с высокими эстетическими характеристиками (например при применении электродуговой сварки в процессе художественной холодной ковки металла или при сварке тонкостенных профильных труб) — в общем основным назначением аппарата было»спаять» между собой две железных болванки. Помимо всего прочего, »зажечь» дугу этой сваркой было весьма затруднительно даже при номинальном напряжении питания — про пониженное напряжение вообще говорить не приходится. В итоге было решено прежде всего перевести аппарат на постоянный ток (для стабильности электрической дуги и как следствие увеличения качества сварного соединения) а также повысить напряжение выхода для более стабильного и легкого розжига электрода. Для этих целей идеально подошла схема выпрямителя/умножителя конструкции А.Трифонова — принципиальная электрическая схема (а) и вольт-амперные характеристики (б) показаны на рисунке.
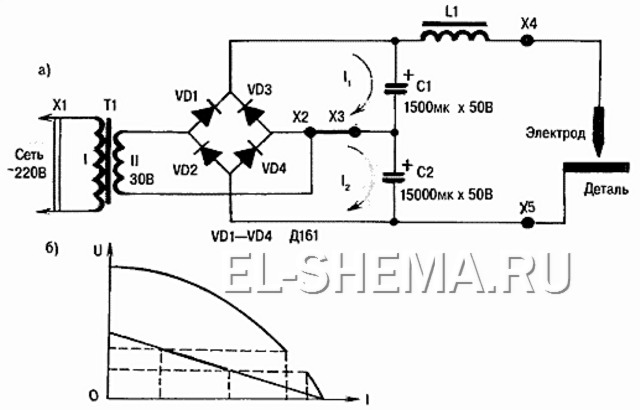
Особую роль в этом техническом решении казалось бы обычного выпрямителя, играет перемычка Х1Х3-вставив ее,получают из обычного диодного моста VD1-VD4 с низкочастотным фильтром C1C2L1 выпрямительное устройство, на выходе которого в режиме холостого хода мы имеем удвоенное напряжение (по сравнению с вариантом работы прибора без перемычки). Рассмотрим более подробно работу схемы. Положительная полуволна напряжения поступает на полупроводниковый вентиль VD1 и зарядив конденсатор С1 до максимума возвращается к началу обмотки трансформатора. В другой полупериод, заряд проходит к конденсатору С2, а от него к вентилю VD2 и далее к обмотке. Конденсаторы С1 и С2 соединены таким образом, что результирующее напряжение оказывается равным суммарному (удвоенному) напряжению, которое и подводится через дроссель на держатель электрода и таким образом способствует стабильному разжиганию дуги. Вентили VD3 и VD4 при замкнутой перемычке Х2Х3 и отсутствии сварочной дуги в работе схемы не участвуют. Главным достоинством схемы является то,что при применении обычной схемы моста имеет место резкое снижение выпрямленного напряжения при увеличении тока нагрузки в момент зажигания дуги-приходится ставить электролитические конденсаторы огромной емкости — 15000мкф, и все это при том, что в момент касания электродом свариваемых поверхностей и мнгновенного разряда конденсатора большой емкости, происходит микровзрыв плазмы с разрушением покрытия электрода, а это ухудшает розжиг. Теперь немного о деталях конструкции.

В качестве вентилей диодного моста применимы полупроводниковые диоды Д161 или В200 со стандартными радиаторами для них.

Если у вас в наличии имеются 2 диода Д161 и 2 диода В200 вы можете сделать мост более компактным — диоды исполнены с разной проводимостью и радиаторы можно скрепить шпильками прямо между собой, не применяя прокладок. В качестве конденсаторов, перестраховавшись, применил набор неполярных конденсаторов МБГО (можно МБГЧ,МБГП).

Емкость каждого получилась по 400 мкф, чего вполне хватило для стабильной работы аппарата. Токовый дроссель L1 намотан на сердечнике от трансформатора ТС-270 проводом сечением 10мм квадратных.

Мотаем до полного заполнения окна. При сборке, между половинами сердечника трансформатора закладываем пластины из текстолита толщиной 0,5мм. Так как планировалось применение аппарата для сварки тонкостенных профильных труб, отрицательный вывод выпрямителя был подведен к электрододержателю, а положительный к »крокодилу» массы. Проведенные испытания показали следующие результаты: стабильный розжиг дуги; уверенное поддержание горения дуги; отличный тепловой режим при долговременной работе (10 электродов к ряду); хорошее качество сварных швов (по сравнению с использованием аппарата без выпрямителя). Вывод — модернизация сварочного аппарата с использованием выпрямителя Трифонова заметно улучшают его показатели по всем параметрам. Автор: Элетродыч.
Originally posted 2019-03-26 10:09:35. Republished by Blog Post Promoter
Полуавтомат своими руками Часть 7 Изменение ВАХ на инверторе ММА


Несколько способов подружить инвертор ММА с подающим устройством. т.е модернизация инвертора ММА с круто падающей вольт амперной характеристикой под режим полуавтомата с жёсткой характеристикой.
Комментарии 48

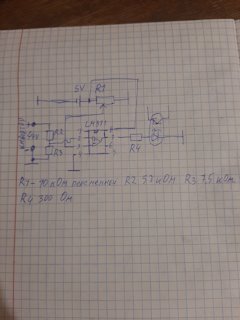
Очень хорошая работа! Тоже хочу попробовать. Lm311. 4 нога — питания. 8 + питания. 2 не инвертированый вход. 3 инвиртированый вход. 7 выход. Запитать от 5 вольт. R 1 переменый на 10 кОм. Получаем от нуля до 5 вольт. R2 57кОм R3 7.5 кОм. Делитель напряжения. При 44V(макс что выдает мой инвертор) на компараторе будет 5V. При 15V на компараторе 1v. R4 300 Ом токоограничивающий для оптопары. Выход 5v с компаратора будет? Нужно что нибудь с остальными ногами делать. Все ли я правильно понял?

Грамотно. Молодец. Склонялся к такому тоже. Фотки дросселя не осталось? Кстати, с коэффициентом заполнения ШИМ ничего не делалось?

Добрый день. Я так понимаю в сварочной электрике силовой вы разбираетесь. Буду очень признателен если возникнут мысли по следующему вопросу:
Есть гаражный кооператив в котором редкостный му@ак председатель отрезал всем коммерческое электричество и оставил по 500 ватт на гараж. Бегает с токовыми клещами и палит кто берет больше и вообще вырубает электричество. Сместить его пока не получается. А варить как-то надо. Большинство сидит на генераторах. У меня трансформаторный полуавтомат (т.е. вся механика для полуавтомата есть), но ему нужно киловатт 5 для нормальной работы по кузовщине. Генератор соответственно нужен эдак на 7-8кВт, что не бюджетно, да и работ не так много.
Вобщем мысль только одна — изпользовать аккумуляторы для сварки. Liion могут без нагрева отдавать 10А. Батарея из 15 параллельных акб уже 150А, чего более чем достаточно.
Вопрос в следующем: если взять грядку IGBT и рулить ими по обратной связи, то по сути получим тот же самый сварочный инвертор? Какого напряжения батареи будет достаточно для нормальной сварки листов до 3мм?

Хоть и прошел год, надеюсь прочтете. С гаражным мудачеством председателя, можно закончить раз и навсегда. Нужно подключиться к сетям самостоятельно. То есть, минуя кооператив. У вас наверняка нет договора с сетевой компанией на поставку электроэнергии. Деньги как понимаю, сдаете председателю. Так вот, если ваш гараж находится не далее 300 метров от действующей сети, то вы можете спокойно подать заявку на технологическое подключение в сетевую компанию. Так как, вы уже пользуетесь электричеством, то действующая линия у вас имеется. То что вы состоите в гаражном кооперативе, ничего не значит. Вы можете организовать инициативную группу, выбрать председателя и казначея. Затем зарегистрироваться в налоговой как НКО. С этого момента вы юридическое лицо. Затем на свои деньги строите свою линию. То есть, устанавливаете электроопоры и монтируете СИП. Это один путь. Есть другой путь: Просто подать заявку от своего лица. Если сетевая компания заключит с вами договор, то стоить подключение будет 550 рублей. Счетчик Сетевая компания устанавливает сама. Да и вообще, каждый потребитель электроэнергии, должен быть снабжен индивидуальным прибором учета. Все эти кооперативные общие счетчики уже противоречат новым законам и постановлениям. По закону, вы имеете право на 15 кВат мощности. Заявляйте напряжение обязательно 380 вольт. Председатель гаражного кооператива, НЕ ИМЕЕТ ПРАВА вам в этом чинить препятствия. Если что, пишите в прокуратуру. Там управу на него быстро найдут. Точно так же и с сетевой компанией, если заартачатся. Тоже в прокуратуру. Надеюсь у вас с документами на гараж все порядке? То есть, имеется свидетельство на собственность. Если нет, то правительство скоро объявит гаражную амнистию. Это значит, что вы сможете оформить гараж на себя. Вот таким образом, я провел электричество к себе в гараж и садовый участок. Ничего сложного нет. Если возникли вопросы, пишите genna_64@mail.ru Геннадий.

Привет! ЛАЙК…Скази пожалуйста, если у меня на сварочнике имеется функция ФОРСАЖ могу ли я обойтись без переделки?Заранее благодарен

Форсаж дуги есть, но для режима ПА он выкручен на ноль

Класс!Попалось мне подающее, тоже хочу сделать из инвертора па., если что обращусь за консультацией .А то в электрике чего то не очень…

У меня аппарат руселком tig/mma мастер wsme 200 AC/DC/ в режиме мма напруга 86 вольт. на шунте падает при макс. токе 56 милливольт. Рассчитал делитель, разница в сопротивлении должна быть примерно 536 раз. воткнул на выход из инвертора. Крутилка тока при этом должна стоять на минимуме. Да, напряжение Х.Х. снизилось до 23.4 вольта. При выкручивании плавно крутилки тока, напряжение как и положено поползло вверх. Но после 30 вольт начинал жужжать инвертор. (это видимо на делителе больше 56 мв было. вернул крутилку тока на место. Поигрался с соотношением резисторов. Так минимальное напряжение и не получилось выставить. видимо не все отключил на выходе инвертора. Видимо осталась цепь поддержания напряжения дуги. Нужно откинуть еще чего нибудь типа контроля напряжения дуги.
ты как проверял напряжение на выходе инвертора? просто нужно подключить на выход какую нибудь нагрузку потому что без нагрузки ты не увидишь нормальное изменения напруги, я в качестве нагрузки подключил обычный электро чайник и тогда стало видно изменение напряги…
а то что когда крутишь ручку тока у тебя шим начинает по разному гудеть это нормальное явление, по тому как ШИМ начинает изменять длину импульсов и транс начинает работать по другому…
короче вы на верном пути… удачи !
Проверял без нагрузки, (если нагрузкой можно считать мультиметр) Утюг правда рядом стоял, думал прицепить на выхода, да забыл про него. Спасибо, Удачи.
Есть еще один вариант с изменением скорости нарастания тока, но более сложный.
www.electrik.org/forum/in….php?showtopic=47323&st=0
Может кого и заинтересует. Я буду пробовать и то и то.Всем удачи.

Подскажите пожалуйста где взять V-опорное? Инвертор Сварог ARC 205. Буду очень благодарен

и еще у моего апарата следущия характеристика 20а/20.4в -250а/30в очень надеюсь на ващу помошь !я думаю очень многим это поможет !
ЗДРАСТВУЙТЕ! ИДЕЯ ОЧЕНЬ ИНТЕРЕСНАЯ ДАВНО МЕЧТАЛ О ПОЛУАВТОМАТЕ ! САМ ПРОФИСИОНАЛЬНЫЙ СВАРШИК ОЧЕНЬ ЛЮБЛЮ КЛАСИЧЕСКИЙ АВТОПРОМ )) НО В РАДИОТЕХНИКЕ НЕ ОЧЕНЬ СИЛЕН МАКСИМУМ МОГУ РЕЗИСТОР ОТ КОНДЕНЦАТОРА ОТЛЕЧИТЬТ И ПРИНЦИП РАБОТЫ ЧЕ ДЛЯ ЧЕГО ! ИМЕЮ В НАЛИЧИИ ИНВЕРТОР ДОСТАТОЧНО МОЩЬНЫЙ БЕЗ ШУНТА, ИНТЕРЕСУЕТ СХЕМА С КАМПАРАТОРОМ НЕ МОГЛИ ЛИ ВЫ ПОМОЧЬ НА СХЕМЕ УКАЗАНО ЧТО РЕЗИСТОРЫ 0.125ВТ А НАМИНАЛ Я ПОНИМАЮ НАДО САМОМУ РАСЧИТЫВАТЬ В ЗАВИСИМОСТИ ОТ НАПРЕЖЕНИЯ ИНВЕРТОРА? И ВОПРОС ПО ОПОРНОМУ v Я ТАК ПОНИМАЮ НУЖЕН ОТДЕЛЬНЫЙ БЛОК ПИТАНИЯ?ЗАРАНИЕ СПАСИБО ! ДВА ДНЯ ШТУДИРОВАЛ ИНТЕРНЕТ НО НИЧЕГО СТОЮЩЕГО НЕ НАШОЛ ПОМОГИТЕ ПОЖАЛУСТА!

Доброго времени суток! Очень вдоххновился вашей идеей, могу расчитывать на консультацию в процессе сборки своего апарата?
я постараюсь вам помочь, только время не всегда есть…