Плазмотрон. Устройство и принцип работы

Горелки ручных резаков для плазменной резки – основная рабочая часть любого плазмотрона. Именно там формируется высокоэнергетический поток плазмы, управляя которым можно производить точное и быстрое разделение металла.
Принцип действия ручного плазмотрона
Во многих современных плазменных резаках первичная дуга, возбуждаемая между электродом и соплом, используется для ионизации газа и генерирования плазмы в самом плазмотроне, до того, как происходит перенос дуги на обрабатываемый металл.
В ручных плазмотронах такой перенос происходит при соприкосновении наконечника с металлом. Создаётся искра, после которой запускается высокочастотная цепь, дуга в которой начинается горение плавно и устойчиво.
Основными характеристиками ручного плазмотрона являются:
- Ток зажигания, А.
- Рабочий ток, А.
- Ширина дуги, мм.
- Скорость движения плазменного потока, м/с.

Высокую скорость резки плазмотрону обеспечивает выходное сопло особой формы. Оно заставляет ионизированный газ сжиматься с высокой скоростью. При этом концентрация тепловой мощности достигает пределов, достаточных для локального расплавления металла.
Горелка плазмотрона включает в себя две концентрично расположенные трубки. Во внутренней движется плазменный поток, а во внешней – газ, разогретый до менее высоких температур. Этот внешний поток ограждает периметр зоны резания, обеспечивая точность реза, и защищает прилегающие зоны от окисления.

Устройство
Горелка состоит из:
- электрододержателя, электрически изолированного от обеих внутренних трубок;
- вихревого кольца, которое обеспечивает круговое движение плазмы;
- полого электрода, внутри которого установлены рабочая и экранирующая трубки;
- возвратной пружины;
- наконечника;
- защитного колпачка.
Конструктивно к плазмотрону для плазменной резки относят также шланги, по которым осуществляется подвод плазмообразующего воздуха.
Форма отверстия в сопле определяет размеры и конфигурацию дуги. Оно рассчитывается таким образом, чтобы выдерживать поток ионизированного газа, нагретого до 4500…5000 ° С, при плотности тока до 40000 ° С/мм 2 .

Последовательность работы ручного плазмотрона такова. При выключенном оборудовании рабочие поверхности детали и наконечника соприкасаются между собой, поэтому головка плазмотрона не должна быть прижата к металлу. При включении резака источник питания начинает генерировать постоянный ток, мощность которого может достигает 500 А. Ток ионизирует воздух, находящийся в промежутке между трубками, который постепенно ионизируется, приобретая необходимую температуру. В результате инициируется поток плазмообразующего газа. При повышении давления газа до нужных пределов, пружина раздвигает между собой электрод и сопло. Образуется промежуток, в котором возбуждается электрическая искра. Она и преобразует воздушный поток в струю плазмы. Затем происходит переключение направления постоянного тока по наиболее короткому пути между электродом и заготовкой. Такое движение длится до тех пор, пока триггер не возвращён в своё прежнее положение.
Конструкция и порядок эксплуатации
Одним из наиболее популярных видов ручных плазмотронов является Panasonic P80. Работа на нём должна производиться с учётом некоторых особенностей. В частности, перед началом резки обязательно соблюдение следующих условий:
- Во время возбуждения дуги нельзя касаться торцом наконечника кромки основного материала. Это приведёт к образованию неконтролируемой дуги, которая сожжёт наконечник.
- Процесс резки нельзя начинать при вертикальном расположении наконечника относительно основного металла. В этом случае внутри наконечника образуется дуга.
- При резке пластин толщиной более 16 мм необходимо убедиться, что дуга достигла нижней стороны заготовки, и только тогда перемещать горелку в новое положение.
При работе резака рекомендуется выдерживать зазор около 5 мм между заготовкой и наконечником. С этой целью в комплектации к резаку Р80 предусмотрена направляющая, которая электрически изолируется от разрезаемого металла.

Отклонение от перпендикулярности оси резака от поверхности заготовки не должно превышать 50, а направление движения инструмента должно быть противоположным направлению плазменной струи.
Все типы ручных плазмотронов – устройства повышенной опасности. Поражающими факторами являются яркое свечение дуги, высокие токи обработки и температуры. Поэтому необходимо тщательно придерживаться правил эксплуатации плазмореза, которые указывает производитель.
Цена ручного плазмореза Panasonic Р80 – от 5500 руб. Ближайшим отечественным аналогом плазмотрона Р80 считается резак П2-180, цены на который стартуют от 6000 руб. Более мощные модели, например, FBP60 от Fubag, стоят дороже – до 15000 руб. Доступны и менее мощные модели ручных плазмотронов, в частности, CUT РТ31 (от 2000 руб.).
Принцип работы плазмотрона для резки металла
Устройство, в котором образуется плазма, называется плазмотроном. Или, другими словами — плазмогенератор. Его устройство, виды и приницип работы — далее

Металл режется посредством болгарки, газокислородного резака, электродуговой сваркой, рубится на гильотине. Современные способы — обработка лазером или плазмой. Последняя, представляет собой скоростной поток высокотемпературного газа. Раскрой металла ионизированным газом применяется в промышленности и для решения частных задач. В этом случае используется плазмотрон для ручной воздушно-плазменной резки.
Плазмотрон — что это
Устройство, в котором образуется плазма, называется плазмотроном. Или, другими словами, — плазмогенератор. Плазма — среда, состоящая из отрицательных и положительных радикалов, ионизированный газ. Имеет квазинейтральные свойства. То есть, в малом объёме, по сравнению с общей субстанцией, обладает нулевым зарядом.
Конструкция
 Существуют два основных вида устройства плазмотрона:
Существуют два основных вида устройства плазмотрона:
- прямого действия;
- косвенного действия.
В первом виде, деталь является частью электрической сети. Катод — это головка плазмотрона, анод — заготовка. Между ними возникает электродуга и протекает плазменный разряд.
Во втором виде, дуга горит внутри плазмотрона. Обработка детали осуществляется только плазменной струёй.
- стержневой вольфрамовый (графитовый) катод;
- дуговая камера с вихреобразователем для создания плазмы;
- сопло, — разгоняет поток ионизированного газа, формирует его толщину;
- элементы подвода газа, охладителя (вода);
- электрокабель.
Рабочим телом выступает воздух или различные газы. Пароводяной плазмотрон для охлаждения использует воду, которая, после регенерации, превращается в пар и направляется в вихревую камеру.
Принцип работы плазмотрона:

- Газ (воздух) под высоким давлением, проходя вихреобразователь, попадает в дуговую камеру.
- Между электродом и соплом зажигается первичная (дежурная) дуга. Она необходима для создания основной, рабочего электроразряда. Дежурная дуга не касается стенок сопла из-за вихревого потока газов.
- За счёт выделенного тепла и высокой температуры образуется ионизированный газ (плазма).
- Скорость потоку придаёт сопло.
Электродуга разогревает металл, плавит его. Удаление расплава осуществляется высокоскоростным потоком ионизированного газа, или смеси водорода и кислорода, если используется пароводяной плазмотрон.
Резка металла осуществляется различными типами плазмотронов:
- воздушно-плазменный;
- газоплазменный;
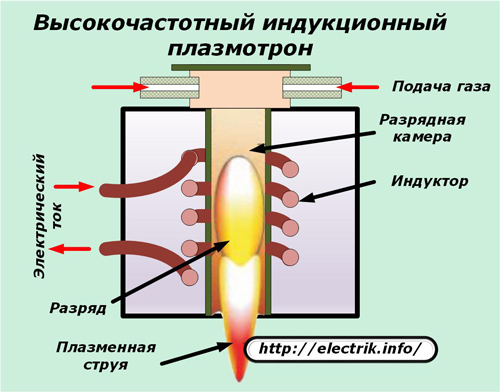
- индукционный (высокочастотный);
- комбинированные;
- пароводяной плазмотрон.
Воздушно-плазменный резак
Плазмотрон для ручной воздушно-плазменной резки входит в состав агрегатов, работающих от сети 220V или 380V. Оснащается упором для обеспечения оптимального расстояния между резаком и поверхностью заготовки. Сделано это для того, чтобы не уставала рука оператора. В противном случае, линия реза получается неровной со значительной шероховатостью
Газоплазменный резак
 Рабочее тело для образования плазмы — различные газы:
Рабочее тело для образования плазмы — различные газы:
- азот;
- водород;
- аргон;
- кислород.
Пароводяной плазмотрон работает на воде (водяном паре).
Индукционный резак
Для прохождения высокочастотной мощности, головка плазмотрона выполняется из диэлектрика. Например, используется кварцевый материал (стекло) или керамика. Это позволяет в качестве рабочего тела применять не только воздух, но и кислород, азот, аргон, водяной пар.
 Индуктивно-связанная плазма характеризуется:
Индуктивно-связанная плазма характеризуется:
- высокой плотностью электронов;
- температурой
6000K, — любое вещество переходит в атомарное состояние.
Высокая концентрация электронов и положительных ионов даёт преимущество при поверхностной обработке металлов, например, травлении. Индуктивная катушка находится вне активной зоны горения. Такое разделение позволило использовать для охлаждения воздух.
Индукционный плазмотрон — специфическое оборудование, применяемое для решения узких задач. С его помощью получают чистые порошковые металлы.
Комбинированные аппараты
По стабилизации электродуги плазмотроны подразделяются на типы:
- газовые;
- водяные;
- магнитные.
Функция стабилизации влияет на сжатие электродуги, направление вдоль оси электрода и в отверстии сопла.
Газовые устройства
Одна из самых простых и распространённых схем. Принцип основан на сжатии столба дуги плазмообразующим газом. Кроме этого, реализуется охлаждение стенок. Головка плазмотрона работает в щадящих условиях.
Водяные устройства

Несмотря на усложнение конструкции, паровой плазменный резак, является одним из самых востребованных устройств.
Водоохлаждаемая головка резака — вторая конструкция (после воздушной), применяемая умельцами при конструировании своими руками модели плазменного резака.
Магнитные резаки
Магнитная система менее эффективна, по сравнению с предыдущими. Но, преимущество — это регулировка сжатия электродуги без потери рабочего тела (газа).
Наряду с обычными сварочными аппаратами и газокислородной резкой, несмотря на существенную цену, всё большее количество умельцев осваивает сборку плазмотрона. Мы будем признательны, если вы поделитесь своим опытом, расскажете о своих самоделках. Для этого на сайте есть блок для комментариев.
Как устроен и работает плазменный сварочный аппарат
 Плазмой в физике называют четвертое состояние вещества после твердой, жидкой и газообразной форм, когда происходит частичная или полная ионизация среды из нейтральных до этого молекул и атомов с соблюдением условия квазинейтральности: равенства объемной плотности всех заряженных частиц.
Плазмой в физике называют четвертое состояние вещества после твердой, жидкой и газообразной форм, когда происходит частичная или полная ионизация среды из нейтральных до этого молекул и атомов с соблюдением условия квазинейтральности: равенства объемной плотности всех заряженных частиц.
В сварочной технике используются следующие свойства низкотемпературной (менее миллиона градусов по шкале Кельвина) плазмы:
очень высокая электрическая проводимость;
сильное влияние внешних магнитных полей на протекание в ней токов, способствующих образованию струй и слоев;
проявление коллективных эффектов, выражающихся преобладанием магнитных и электрических сил над гравитационными.
Принципы создания и работы плазменных горелок
У этого способа сварки источником разогрева металлов до температуры плавления является плазменная дуга из ионизированного газа, которая направляется в нужную сторону. Ее вырабатывает специальное устройство, называемое плазмотроном или плазменной горелкой.
Классификация по типу создания дуги
По принципу работы плазмотрон бывает прямого или косвенного действия.
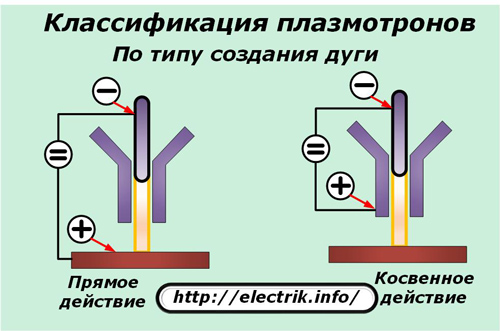
В первом случае разность потенциалов внешнего поля генератора, создающего условия для образования дуги, прикладывается прямо к обрабатываемой детали и электроду газовой горелки. За счет этого повышается эффективность охлаждения конструкции.
При втором методе электрическое напряжение прикладывается только между частями горелки для создания струи плазмы. За счет этого требуется усложнять систему охлаждения соплового узла.
У плазматронов прямого действия вырабатывается дуга, приблизительно напоминающая цилиндрическую форму, немного расширяющуюся у поверхности обрабатываемого металла.
Внутри нейтрального электрического сопла происходит сжатие и стабилизация дуги. При этом сочетание тепловой и кинетической энергии плазмы формирует для нее повышенную мощность, позволяющую глубже проплавлять металл.
Горелки косвенного действия создают плазму в форме конической струи, окруженной факелом, направленным к изделию. Струю выдувает поток плазмы, исходящий из горелки.
Классификация по способам охлаждения горелок
Из-за высокой температуры плазмы применяют различные способы охлаждения деталей плазмотрона:
теплосъем за счет принудительной циркуляции воды.
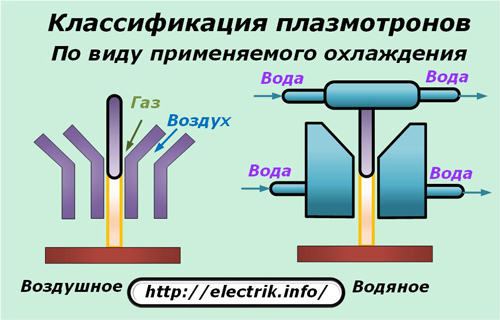
Воздушное охлаждение менее затратное, а жидкостное — наиболее эффективное, но сложное.
Классификация по способам стабилизации дуги
Газовая горелка должна обеспечивать ровный, стабилизированный по величине и направлению температурный столб со строгой фиксацией его по оси сопла и электрода.
С этой целью разработано три вида конструкций сопла, использующих энергию:
3. магнитного поля.
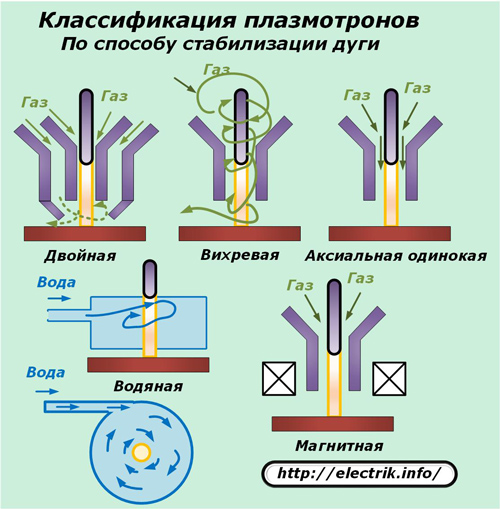
При первом способе холодная струя газа, обдувая столб плазмы, охлаждает и одновременно сжимает его. В зависимости от направления струи газового потока создается стабилизация:
1. аксиальная — при параллельном обдуве столба;
2. вихревая, когда поток газа создается в перпендикулярном направлении.
Второй способ более эффективно обжимает дугу и применяется в плазмотронах, используемых для напыления металлов или резки.
Аксиальная стабилизация лучше подходит для сварки и наплавки металлов.
Схема двойной стабилизации сочетает в себе черты аксиальной и вихревой. При ее использовании существует возможность пропускать газ тремя способами:
только через основной центральный канал;
исключительно через внешний.
При каждом методе создаются разные схемы обжатия столба плазмы.
Водяная стабилизация использует встречные завихренные потоки жидкости. Образуемый при этом пар помогает создавать плазму с разогревом столба до 50 тысяч градусов по шкале Кельвина.
Существенным недостатком этого метода является интенсивное сгорание катода. Для таких устройств электрод делают из графита, разрабатывая механизмы его автоматического приближения к обрабатываемой детали по мере постоянного расхода длины.
Устройства плазмотронов с водяной стабилизацией отмечаются:
низкой надежностью системы подачи электрода;
трудоемкостью методов возбуждения дуги.
Магнитная стабилизация работает за счет направленного магнитного поля, расположенного поперек перемещения столба дуги. Ее эффективность самая низкая, а соленоид, встроенный в сопло, значительно усложняет схему плазмотрона.
Однако, магнитную стабилизацию применяют для придания вращательного движения анодному пятну внутри стенок сопла. Это позволяет уменьшать эрозию материала сопла, которая влияет на чистоту струи плазмы.
Все рассмотренные выше конструкции плазматронов относятся к дуговым. Но существует еще один вид подобных устройств создания плазмы за счет энергии высокочастотного тока, проходящего по катушке индуктора. Такие плазматроны называются индукционными (ВЧ) и они не требуют наличия электродов для создания разряда дуги.
Они не обладают особыми преимуществами в воздействии на обрабатываемые металлы по сравнению с дуговыми устройствами и используются для решения отдельных технологических процессов, например, выработки чистых порошковых металлов.
Конструктивные особенности горелок
Работу одного из видов плазменной горелки позволяет объяснить приведенный ниже рисунок.
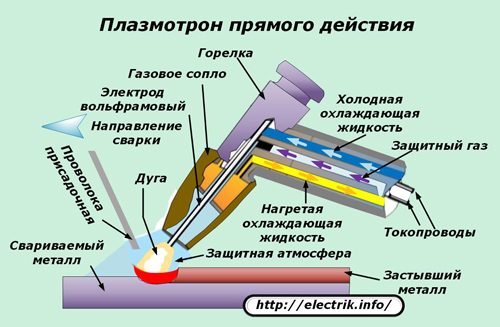
Плазменная дуга при сварке создается внутри защитной атмосферной оболочки, образованной подачей в рабочую зону вдуваемого газа. Им чаще всего выбирают аргон.
Плазмообразующим газом (источником ионизации) может работать:
смеси перечисленных газов.
Следует учитывать, особенности их эксплуатации:
из воздуха выделяются нитриды и озон;
азот при больших температурах вредно влияет на экологию.
В качестве материала для электродов чаще всего выбирают вольфрам из-за наиболее подходящих механических свойств и стойкости к высоким температурам.
Газовое сопло закрепляется в горелке и обдувается защитным потоком. По гидравлическим магистралям нагнетается холодная жидкость и отводится нагретая.
Токоведущие провода подводят к электродам электрическую энергию постоянного либо переменного тока.
Чтобы питать плазмообразующую дугу подключают источник тока с напряжением порядка 120 вольт для сварки и около 300 на холостом ходу — для резки.
Устройство плазменного генератора
Для запуска плазматрона может использоваться переменный или постоянный ток. В качестве примера рассмотрим работу генератора от обычной сети электроснабжения 220 вольт.
Балластный резистор ограничивает ток питания. Дроссель регулирует нагрузку. Диодный мост преобразует переменное напряжение для поддержания дежурной дуги.

Воздушный компрессор подает защитный газ в горелку, а гидравлическая система охлаждения обеспечивает циркуляцию жидкости в магистралях плазматрона для поддержания эффективного теплосъема.
Техника выполнения плазменной сварки и резки
Для зажигания и поддержания сварочной дуги используют энергию электрического тока, а для ее бесконтактного возбуждения — осциллятор (источник колебаний).
Применение дежурной дуги между электродом и соплом позволяет значительно облегчать процесс запуска плазмы.
Подобная сварка позволят соединять практически все металлы и сплавы, расположенные в нижней или вертикальной плоскости.
Без предварительной обработки кромок на скос можно сваривать заготовки с толщиной до 15 мм. При этом образуется характерный провар со специфическими формами благодаря выходу плазменной струи за пределы обратной стороны свариваемой детали через сквозные прорези.
Фактически сварка плазмой в большинстве случаев представляет собой двойной непрерывный процесс:
прорезания материала заготовок;
заварки места разреза.
Технология резки основана на:
расплаве слоя металла в месте обработки;
выдувания жидкой фракции потоком плазмы.
Толщина металла влияет на технологию резки. Для тонких изделий применяют дугу косвенного метода, а при более толстых лучше работают плазмотроны прямого подключения.
Плазменная резка наиболее экономична для всех металлов, включая углеродистые стали.

Для выполнения плазменной сварки и резки разработаны автоматизированные линии и ручные установки.

Виды плазменной сварки
На мощность создаваемой дуги влияет сила применяемого тока. По ее величине определяют три вида сварки:
3. на больших токах.
Микроплазменная сварка
Она работает на токах, ограниченных величинами 0,1÷25 ампер. Эта технология используется в радиоэлектронике, приборостроении, ювелирном деле, изготовлении сильфонов, мембран, термопар, фольги, тонкостенных труб и емкостей, позволяя прочно соединять детали толщиной 0,2÷5 мм.
Для обработки разных материалов подбираются сочетания плазмообразующих и защитных газов, степень сжатия дуги, приближение к аноду. При обработке особенно тонких материалов используется режим импульсной работы при малоамперном питании дуги с подачей разнополярных импульсов тока.
Во время прохождения импульса одной полярности происходит наплавка или сварка металла, а при паузе за счет смены направления идет остывание и кристаллизация металла, создается сварная точка. Для ее хорошего образования оптимизируется процесс подачи тока и паузы. В сочетании с регулировкой амплитуды и удалением электрода это позволяет достичь высокого качества соединения различных металлов и сплавов.
Для выполнения микроплазменной сварки разработано много технологий, учитывающих разные углы наклона плазмотронов, создания поперечных колебаний для разрушения оксидных слоев, перемещение сопла относительно обрабатываемого шва и другие способы.
Сварка плазмой при средних токах 50÷150 ампер используется в промышленном производстве, машиностроении и ремонтных целях.
Высокие токи от 150 ампер используются для плазменных сварок, осуществляющих в промышленных условиях обработку легированных и низкоуглеродистых сталей, сплавов меди, титана, алюминия. Она позволяет снизить затраты на разделку кромок, повысить производительность процесса, оптимизировать качество швов по сравнению с электродуговыми способами соединений.
Плазменная наплавка металлов и напыление поверхностей
Отдельные детали машин требуют обеспечения высокопрочных или стойких к высоким температурам либо агрессивным средам поверхностей. С этой целью их покрывают защитным слоем дорогостоящего металла способами плазменной обработки. Для этого подготовленная проволока или порошок в мелких гранулах вводится в поток плазмы и распыляется в расплавленном состоянии на обрабатываемую поверхность.
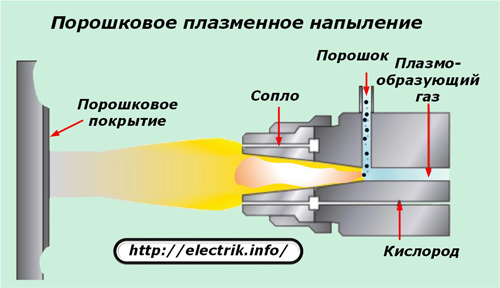
Достоинства этого метода:
способность плазмы расплавлять любые металлы;
возможность получать сплавы разных составов и создавать многослойные покрытия;
доступность обработки форм любых габаритов;
удобство регулировок энергетических характеристик процессов.
Преимущества плазменной сварки
Очаг дуги, создаваемый при плазменной сварке, отличается от обычной электрической:
1. меньшей контактной площадкой на обрабатываемом металле;
2. бо́льшим тепловым воздействием благодаря приближению к цилиндрической форме;
3. повышенным механическим давлением струи на металл (примерно в 6÷10 раз);
4. способностью поддержания горения дуги на низких токах, вплоть до 0,2 ампера.
По этим четырем причинам плазменная сварка считается более перспективной и многоцелевой при обработке металлов. Она обеспечивает лучшее расплавление внутри уменьшенного объема.
Дуга плазмы обладает наиболее высокой концентрацией температуры и позволяет резать и сваривать металлы повышенной толщины даже при определенных увеличениях расстояния от сопла горелки до обрабатываемого изделия.
Кроме того, устройства плазменной сварки отличаются:
относительно небольшими габаритами;
надежностью в работе;
простотой регулирования мощности;
быстрым прекращением рабочего режима.
Недостатки
Высокая стоимость оборудования ограничивает широкое внедрение плазменной сварки во все отрасли производства и среди маленьких предприятий.
Плазмотрон: принцип работы и конструкция
Плазмотрон – это генератор плазмы, то есть такое техническое устройство, в котором электрический ток используется для образования плазмы, которая, в свою очередь, применяется с целью обработки материалов, например, для резки плазмотроном.
Первые плазмотроны появились в середине ХХ века, что было вызвано расширением производства тугоплавких металлов и необходимостью введения технологии обработки материалов, устойчивых в условиях высоких температур. Ещё одна причина появления плазмотронов – потребность в источнике тепла повышенной мощности.
Предлагаем посмотреть, как работает ручной плазмотрон (он же плазморез):
Вот основные особенности современных плазмотронов:
- Получение сверхвысоких температур, недостижимых при использовании химического топлива
- Лёгкость регулирования мощности, пуска и остановки рабочего режима
- Компактность и надёжность устройства
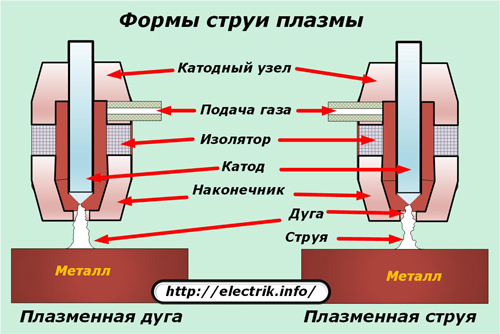
Устройство плазмотрона
Устройство плазмотрона для резки металла представлено следующими конструктивными элементами:
- Электрод/катод со вставкой из циркония или гафния – металлов с высокой термоэлектронной эмиссией
- Сопло для плазмотрона, обычно изолированное от катода
- Механизм для закручивания плазмообразующего газа
Сопла и катоды – это основные расходные материалы плазмотронов. При толщине обрабатываемого металла до 10 мм одного комплекта расходных материалов бывает достаточно для одной рабочей смены – восьми часов работы. Сопла и катоды плазмотронов, как правило, изнашиваются с одинаковой интенсивностью, поэтому их замену можно организовать одновременно.
Несвоевременная замена расходников может оказать большое влияние на качество реза: например, при нарушении геометрии сопла может возникнуть эффект косого реза, или на поверхности реза будут возникать волны. Износ катода выражается в постепенном выгорании гафниевой вставки, выработка которой в объёме более 2 мм способствует пригоранию катода и перегреванию плазмотрона. Таким образом, несвоевременная замена изношенных расходных материалов влечёт за собой более скорый износ и остальных комплектующих плазмотронов.
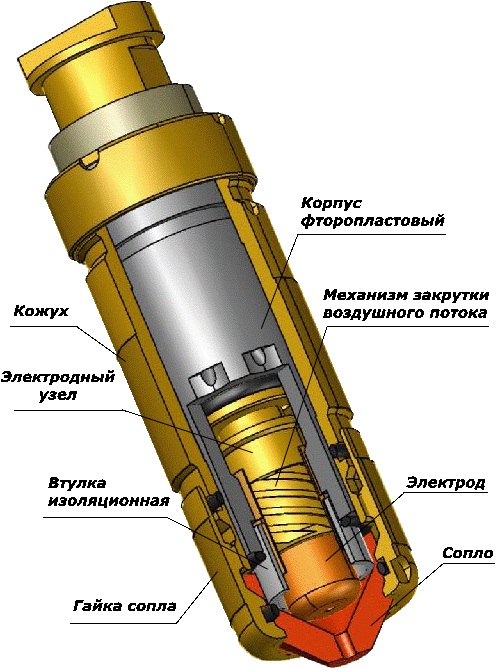
Для защиты плазмотрона от брызг расплавленного металла и металлической пыли в процессе работы, на него надевают специальный кожух, который необходимо время от времени снимать и очищать от загрязнений. Отказ от использования защитного кожуха приводит к риску негативного влияния вышеуказанных загрязнений на качество работы плазмотрона и даже к его поломке. Кроме очистки кожуха, время от времени стоит чистить и сам плазмотрон.
Узнать больше о технологии плазменной резки вы сможете, посмотрев следующее видео:
Разновидности плазмотронов для резки металлов
Все существующие плазмотроны делятся на три большие группы:
Электродуговые плазмотроны оснащены как минимум одним анодом и катодом, подключёнными к источнику питания плазмотрона постоянного тока. В качестве хладагента таких устройств используется вода, которая циркулирует в охладительных каналах.
Существуют следующие разновидности электродуговых плазмотронов
- Плазмотроны с прямой дугой
- Плазмотроны с косвенной дугой (плазмотроны косвенного действия)
- Плазмотроны с использованием электролитического электрода
- Плазмотроны с вращающимися электродами
- Плазмотроны с вращающейся дугой

Высокочастотные плазмотроны не имеют ни электродов, ни катодов, ведь для связи такого плазмотрона с источником питания используется индуктивный/ёмкостной принцип. Из этого следует, что высокочастотные плазмотроны делятся на индукционные и ёмкостные.
Принцип работы плазмотронов высокочастотной группы требует того, чтобы разрядная камера таких устройств была выполнена из непроводящих материалов, и в качестве таковых обычно используются керамика или кварцевое стекло.
Так как поддержание безэлектродного разряда не нуждается в электрическом контакте плазмы с электродами, в плазмотронах такого типа используется газодинамическая изоляция стенок от плазменной струи, что даёт возможность избежать их перегрева и ограничиться воздушным охлаждением.
Комбинированные плазмотроны работают при совместном действии ТВЧ – токов высоких частот – и горении дугового разряда, в том числе с его сжатием магнитным полем.
Кроме общей классификации плазмотронов на электродуговые, высокочастотные и комбинированные, такие устройства можно разделять на группы по многим принципам: например, в зависимости от типа охлаждения, по способу стабилизации дуги, в зависимости от типа электродов или используемого тока.

Система стабилизации дуги в процессе работы плазмотрона
 В зависимости от способа стабилизации дуги, все плазмотроны делятся на газовые, водяные и магнитные. Надо сказать, что система стабилизации дуги является очень важной для процесса функционирования плазмотрона, ведь именно она обеспечивает сжатие столба и его фиксацию по оси электрода и сопла.
В зависимости от способа стабилизации дуги, все плазмотроны делятся на газовые, водяные и магнитные. Надо сказать, что система стабилизации дуги является очень важной для процесса функционирования плазмотрона, ведь именно она обеспечивает сжатие столба и его фиксацию по оси электрода и сопла.
Самая простая и распространённая система стабилизации дуги – газовая. Её принцип работы заключается в охлаждении и сжимании стенок столба дуги внешним, более холодным плазмообразующим газом. Водяная система даёт возможность достичь большей степени сжатия и поднять температуру столба дуги до 50000 градусов.
Плазмотроны такого типа используют графитовый электрод, подающийся в меру его сгорания, поскольку пары воды вблизи электрода обеспечивают повышенную скорость этого процесса. По сравнению с этими двумя системами стабилизации, магнитная стабилизация дуги считается менее эффективной, однако её преимущество заключается в возможности регулировки степени сжатия без потерь плазмообразующего газа.
Принцип работы плазмотрона
История плазмотрона берет свое начало с середины прошлого века. Производство тугоплавких металлов, набиравшее в то время обороты, потребовало особой технологии обработки. Еще одним фактором, послужившим началу выпуска устройств, стала потребность в мощном источнике света и тепла. Чтобы ответить на вопрос, какой плазмотрон лучше, следует сначала разобраться с особенностями этого технического прибора, рассмотреть его разновидности.

Краткое содержимое статьи:
- Плазмотрон: общие черты
- Элементы прибора
- Разновидности плазмотронов
- Электродуговые плазмотроны
- Высокочастотные плазморезы
- Комбинированные устройства
- Плазменная резка металлов: тройка лидеров
- Фото плазмотрона в работе
Плазмотрон: общие черты
Плазмотрон представляет собой особое техническое устройство, благодаря которому электрический ток преобразуется в плазму, а последняя служит для резки металлических материалов разной толщины. К особенностям современных приборов относятся:
- возможность получения высоких температурных показателей, добиться которых невозможно при помощи обычного топлива;
- простота управления и регулировки (настройка пуска, остановки и мощности);
- высокая степень надежности и компактные размеры.

Элементы прибора
Устройство плазмотрона представлено таким образом, чтобы обеспечивать резку металлов, относящихся к классу тугоплавких. Электрод (катод) имеет специальную циркониевую или гафниевую вставку. Использование указанных металлов при высоких температурах позволяет добиться эффекта выбивания электронов с их поверхности (термоэлектронная эмиссия).

Сопло – еще один расходный элемент плазмотрона, который всегда изолируется от катода. Прибор также оснащен механизмом для закручивания газа, образующего плазму.









Расходники способны функционировать в течение одной 8-часовой рабочей смены, если речь идет об обработке металла толщиной до 1 см. Далее они подлежат замене, причем последнюю желательно проводить одновременно для катода и сопла.

При несоблюдении сроков замены качество получаемого реза значительно ухудшается, могут появиться волны или дать о себе знать эффект реза под углом. Если гафниевая или циркониевая вставка выгорят более чем на 2 мм, то электрод пригорит. Следствием станет значительный перегрев устройства.

Чтобы расплавленный обрабатываемый материал не повредил элементы плазмотрона, его оснащают защитным кожухом. Регулярный демонтаж и чистка кожуха – залог долгой и качественной работы всего прибора. При несоблюдении элементарных условий эксплуатации можно в скором времени добиться серьезной поломки плазмореза. Не менее важно чистить и другие элементы.

Разновидности плазмотронов
Весь спектр современных технических приборов для резки металлов можно поделить на три класса:
- плазмотроны на электрической дуге;
- высокочастотные плазморезы;
- комбинированные устройства.

Чтобы понять особенности работы каждого вида плазмотрона из обозначенных классов, следует рассмотреть их по отдельности.

Электродуговые плазмотроны
Все приборы этого класса оснащаются анодом и катодом, которые подключаются к источнику постоянного тока. Роль хладагента выполняет обычная вода, циркулирующая по специальным каналам. На рынке можно встретить устройства с электролитическим электродом. Последний также может вращаться.

Высокочастотные плазморезы
Особенностью приборов данного класса является отсутствие электродов, поскольку связь с питающим источником осуществляется благодаря индуктивному (или емкостному) принципу. Соответственно, плазматроны делятся на индукционные и емкостные.

Принцип работы плазмотронов, принадлежащих к классу высокочастотных устройств, подразумевает выполнение камеры, где происходит разряд, из не проводящих ток материалов. Зачастую применяется стекло или керамика.

Изоляция стенок осуществляется по газодинамическому принципу, поэтому приборы застрахованы от перегрева и могут охлаждаться за счет воздуха.

Комбинированные устройства
Приборы сочетают в себе работу дугового разряда (его горение) и работу токов высокой частоты. Причем в некоторых приборах дуговой разряд дополнительно сжимается благодаря внешнему магнитному полю. Помимо указанного деления приборы подразделяются на виды согласно способу их охлаждения, способу стабилизации электрической дуги и т.д.

Плазменная резка металлов: тройка лидеров
Критерием для определения лучших производителей плазмотронов являются: надежность устройства, его стоимость и вес, а также функциональность.

Сварог CUT 40B (R34) представляет собой превосходное сочетание стоимости аппарата и показателей мощности. Средняя рыночная цена составляет 28 тысяч рублей. Прибор отличается компактными размерами и небольшим весом. Оптимален для разрезания тонколистового металла.












Эргономичная панель управления в сочетании с разъемом для присоединения горелки делают работу с устройством комфортной и простой. Недостатком является ограниченный рабочий ресурс.

Aurora Pro AirForce 60 IGBT – зарекомендовал себя как наиболее энергосберегающий прибор. Цена порядка 40 тысяч рублей. Справляется с разрезанием мягкой стали, алюминия, меди. Благодаря режущему току в 60 А прибор способен справиться с 20-миллиметровой сталью. Минусом является плохая приспособленность к условиям промышленного поточного использования.









Brima CUT 120 идеален для работы с толстым материалом. Стоит прибор порядка 90 тысяч рублей. Если взглянуть на фото плазмотрона, то в глаза сразу бросается небольшой размер трансформатора. Отсюда проистекает и малый вес прибора. Толщина металла, подвергаемого обработке, может доходить до 35 мм. Главный недостаток – чувствительность к влажной среде.